Na korbu kamionu naloží tříosé obráběcí centrum MCV800 a během jednoho pracovního týdne s ním projedou napříč Slovenskem. Strojírenský podnik Kovosvit MAS připravil pro své zákazníky na Slovensku hodně netradiční akci, při které jim přímo v akci představí velmi úspěšnou novinku z minulého roku. Šest ze sedmi zastávek roadshow je naplánovaných na východním Slovensku, na které se v letošním roce Kovosvit MAS ve větší míře soustředil.

„Víme, jak je pro naše současné i potenciální zákazníky z východního Slovenska složité dostat se k nám do Kovosvitu. Proto jsme se rozhodli, že se za zákazníky vypravíme sami. A představíme jim v akci novinku z naší produkce, stroj MCV800. Toto tříosé vertikální obráběcí centrum jsme původně chtěli předvést již na jaře na strojírenském veletrhu v Nitře, stroj je ale komerčně velmi úspěšný a v termínu veletrhu byl vyprodaný,“ říká Jan Hruška, manažer marketingu Kovosvitu MAS.
Roadshow začne v pondělí 3. září v Bánovcích nad Bebravou, ve městě, kde sídlí servisní společnost Kovosvitu MAS pro Slovenskou republiku, firma TCP Technology MAS. Odtamtud se kamion se strojem přesune na východní Slovensko, kde je naplánováno dalších šest zastávek. Firmy, které poskytnou pro roadshow zázemí, jsou vesměs zákazníci Kovosvitu.
„Výběr zastávek naší roadshow a dojednání podmínek je výsledkem práce Attily Kertésze, našeho obchodního zástupce na východním Slovensku. Pan Kertész se také aktivně celé roadshow zúčastní. Díky dojednaným podmínkám půjde stroj MCV800 na řadě míst připojit k síti a ukázat zákazníkům simulaci obrábění, software, kterým je řízeno a například také dynamiku na osách stroje,“ upřesňuje Jan Hruška.
Plán zastávek Roadshow MCV800
| Město | Firma | |
| 3. 9. 11:00 | Bánovce nad Bebravou | Priemyselný park Tamax, a.s.; Bánovce nad Bebravou, Slatinská 1333 / 4, 957 04 |
| 4. 9. 12:00 | Rožňava | CWT Metal s. r. o.; Rožňava, Jovická 636, 049 51 Brzotín |
| 5. 9. 9:00 | Kechnec | Leadec s.r.o.; Kechnec (Parkovisko Molex Slovakia a.s.), Kechnec 58, 265 044 |
| 5. 9. 14:00 | Prešov | Commerc Service s. r.o.; Prešov, Ku Surdoku 3, 080 01 |
| 6. 9. 9:00 | Bardejov | Kamax Tools s.r.o.; BARDEJOV, Priemyselná 3752, 085 01 |
| 6. 9. 14:00 | Stropkov | Lumasek s.r.o.; Stropkov,Pri rybníku 1862/15, 091 01 |
| 7. 9. 9:00 | Snina | Galvanizovňa; Snina Strojárska 20, 067 81 |
Kovosvit MAS již s předstihem obeslal s pozvánkami společnosti sídlící v okolí plánovaných zastávek roadshow a věří, že netradiční akce vyvolá jejich zájem.
„Slovensko vnímáme historicky jako domácí trh. Obchodníci, kteří nás zde zastupují, jsou našimi zaměstnanci, máme zde též v Bánovcích nad Bebravou vlastní servisní společnost. Stroje z produkce Kovosvitu, zejména produkční soustruhy, jsou na Slovensku dobře známé a oblíbené. Rádi bychom ale našim slovenským zákazníkům představili celé naše výrobní portfolio, především v oblasti tříosého a pětiosého obrábění, možnosti robotizace a automatizace. Věříme, že zvolená forma roadshow bude úspěšná a najdeme si i díky ní cestu k novým zákazníkům na Slovensku,“ doplňuje Jan Hruška.
Cílem Kovosvitu je dosáhnout v příštích letech na Slovensku obratu ve výši 4 miliony eur, což odpovídá zhruba 20% podílu na tomto segmentu trhu.
O společnosti Kovosvit MAS, a. s.
Společnost má téměř osmdesátiletou tradici ve výrobě a vývoji obráběcích strojů. Je nositelem mnoha ocenění za technický přínos ve vývoji obráběcích strojů v České republice. Svým výrobním sortimentem se orientuje hlavně na subdodavatele pro automobilový, energetický, letecký a strojírenský průmysl. Kovosvit MAS nabízí svým zákazníkům komplexní služby, individuální řešení, flexibilitu a výrobky té nejvyšší kvality. V září roku 2016 vstoupila do Kovosvitu MAS jako strategický investor společnost INDUSTRY INNOVATION. Přestože INDUSTRY INNOVATION spolupracuje s holdingem CZECHOSLOVAK GROUP, působí samostatně a není členem tohoto holdingu, do něhož nepatří ani organizačně ani z hlediska manažerských procesů.
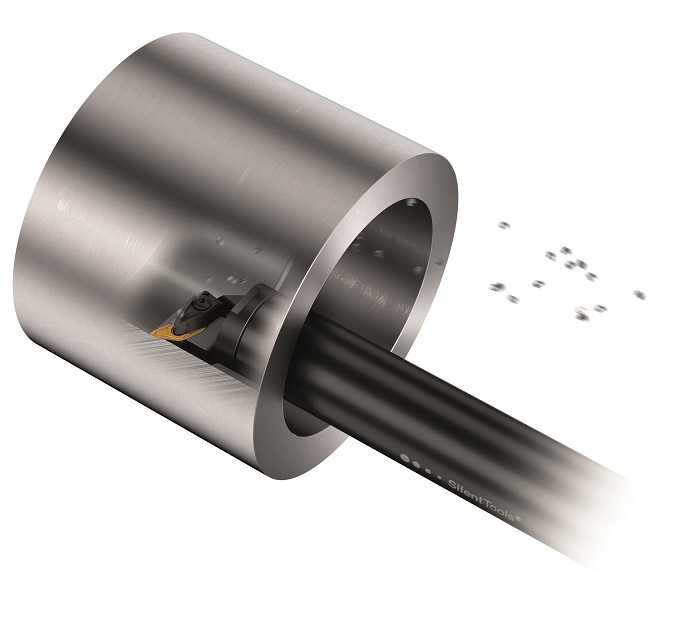
Poté, co společnost Sandvik Coromant v loňském roce představila metodu PrimeTurning™ a nástroje určené pro vnější soustružnické operace, zařazuje nyní do nabídky speciální řezné hlavy CoroTurn® Prime SL, které umožňují použití této revoluční metody při vnitřních soustružnických operacích. Nové řezné hlavy SL naplňují potřeby výrobců působících v oblasti výroby zařízení pro ropný a plynárenský průmysl, leteckého průmyslu i ostatních výrobců, kteří se zabývají obráběním průměrů větších než 90 mm (3,5 inch) při vyložení nástroje dosahujícím 8–10×D.
„Možnosti použití obrábění ve směru zevnitř ven, které v kombinaci s metodou PrimeTurning nabízí řešení využívající řezné hlavy CoroTurn Prime SL, přispívá k vynikajícímu utváření a odvádění třísek,“ říká Hakan Ericksson, produktový manažer pro oblast všeobecného strojírenství ze společnosti Sandvik Coromant. „Kromě toho mohou výrobci dosáhnout vynikající kvality obrobené plochy a spolu s ní i vysoké produktivity, delší životnosti nástrojů a vyššího využití stroje.“
Na rozdíl od konvenčního vnitřního soustružení u metody PrimeTurning vstupuje nástroj do materiálu na konci součásti, který je blíže ke sklíčidlu, a odebírá materiál při svém pohybu směrem zpět k ústí obráběné díry (směrem zevnitř ven). To umožňuje použití malých úhlů nastavení, díky kterým lze dosáhnout výrazného zvýšení produktivity. Nicméně v případě potřeby je k dispozici i další varianta s opačně otočeným lůžkem břitové destičky, která umožňuje provádět soustružení metodou PrimeTurning v obráceném směru (směrem zvenku dovnitř).
Existují dva typy břitových destiček pro vnitřní soustružení metodou PrimeTurning: Typ A pro tvarové obrábění, dokončování a lehké hrubování a typ B, určený pro hrubovací až dokončovací operace.
Díky použití metody PrimeTurning lze úspěšně zdvojnásobit řezné rychlosti a rychlosti posuvu. To proto, že při malém úhlu nastavení, resp. větším úhlu hlavního břitu, vznikají tenčí, širší třísky, v důsledku čehož dochází k rozložení zatížení a odvádění tepla z oblasti zaoblení špičky, což se promítá do zvýšení hodnot řezných parametrů a/nebo životnosti nástroje. A navíc, protože řez probíhá ve směru z rohu ven, nehrozí jakékoli riziko hromadění a zasekávání třísek, což je běžný a vysoce nežádoucí jev při konvenčním vnitřním soustružení.
Řezné hlavy CoroTurn Prime SL umožňují zákazníkům sestavení velkého množství různých nástrojových kombinací z omezeného počtu skladovaných adaptérů a řezných hlav. K dispozici jsou řezné hlavy SL o průměru 40 mm (1,575 inch), které lze použít jak v kombinaci s celistvými ocelovými a karbidovými vyvrtávacími tyčemi, tak i s tlumenými vyvrtávacími tyčemi Silent Tools TM, umožňujícími obrábění vnitřních ploch bez vzniku vibrací.

Mezi dalšími pokrokovými novinkami může nyní společnost Sandvik Coromant nabídnout novou geometrii -H3, schopnou eliminovat jakékoli obavy týkající se kontroly utváření třísek, která může být příčinou problémů při obrábění nízkouhlíkových a vysokopevných ocelí. Pro břitové destičky typu B je geometrie -H3 k dispozici ve třídách GC4325, GC1115 a H13A.
Společnost Sandvik Coromant, která je součástí globální průmyslové strojírenské skupiny Sandvik, zaujímá vedoucí postavení v oblasti výroby nástrojů a nabídky odborných znalostí a řešení pro obrábění kovů, kterými se řídí průmyslové standardy a inovace požadované kovozpracujícím průmyslem nyní, i pro další průmyslovou epochu. Podpora vzdělávání, rozsáhlé investice do výzkumu a vývoje a silné partnerství se zákazníky jsou zárukou rozvoje technologií obrábění, které mění, ukazují cestu a ženou vpřed budoucí průmyslovou výrobu. Celosvětově společnost Sandvik Coromant vlastní více než 3 100 patentů, zaměstnává více než 7,900 zaměstnanců a své zastoupení má ve 150 zemích. Soustružení ve všech směrech prováděné zevnitř ven Metoda PrimeTurning ™ je nyní k dispozici také pro vnitřní soustružnické operace Tisková zpráva
Společnost Sandvik Coromant, která se specializuje na obráběcí nástroje a nástrojové systémy, představila nový tvářecí závitník optimalizovaný pro obrábění ocelí ISO P a navržený s ohledem na zvýšení produktivity, především v automobilovém průmyslu. U závitníku CoroTap® 400 je toho dosaženo díky tomu, že umožňuje beztřískovou výrobu vnitřních závitů a díky snížení kroutícího momentu a optimalizované geometrii také zkrácení doby obrábění a zvýšení pevnosti závitu.
Automobilový průmysl klade mimořádně vysoké požadavky na zajištění kvality a z tohoto důvodu zavádí stabilní a přísné postupy. Nový závitník byl navržen tak, aby těmto náročným požadavkům vyhověl a zaručil vynikající kvalitu závitů, zvýšení bezpečnosti obráběcího procesu a delší životnost, což přináší kombinaci vyšší efektivity a snížení nákladů – v provedených srovnávacích zkouškách závitník CoroTap 400 vykazoval výrazně bezpečnější a stabilnější průběh závitořezného procesu než konkurenční produkty a přitom dosahoval až o 50 procent vyšších řezných rychlostí.
K nejvýznamnějším novinkám se u nového závitníku řadí optimalizovaný profil zubu, navržený speciálně pro aplikace při obrábění materiálů ISO P. Díky zvýšení počtu zubů závitníku a zkrácení délky jeho závitořezné části se společnosti Sandvik Coromant podařilo snížit kroutící moment přenášený vřetenem stroje, což umožňuje zvýšení řezné rychlosti a s tím spojený růst produktivity. CoroTap 400 v důsledku toho nabízí zákazníkům takové klíčové výhody, jako jsou vyšší bezpečnost obráběcího procesu, omezení prostojů stroje, snížení nákladů na vyrobenou díru nebo delší životnost nástrojů, jež jim umožní lepší plánování procesů.

Nový závitník CoroTap 400 byl navržen tak, aby splňoval přísná kritéria automobilového průmyslu
Díky své vysoké spolehlivosti a způsobilosti pro použití na strojích s nižším kroutícím momentem vřetena poskytnou nové tvářecí závitníky, pro jejichž výrobu byl použit nový druh substrátu a povlaku, více klidu i obsluze strojů. Z pohledu vedoucích pracovníků v oblasti automobilového průmyslu splňuje tento závitník jejich požadavky na obrábění s nepřetržitě svítícím zeleným světlem obráběcího stroje, přičemž extrémně vysoký stupeň opakovatelnosti a předvídatelnosti jim dodává zvýšenou jistotu, pokud jde o zachování nejvyšších možných výrobních standardů.
Závitník CoroTap 400 byl navržen s geometrií umožňující snížení síly potřebné pro obrobení ocelových součástí až o 30 procent a tak, aby umožňoval konzistentnější a spolehlivější proces řezání závitů. Zároveň může být životnost závitníku až dvakrát delší než u podobných tvářecích nástrojů pro výrobu závitů.
Tento nový závitník je určen pro použití při obrábění ocelí s tvrdostí až 330 HB v kombinaci vrtáky, jako je např. CoroDrill 860 značky Sandvik Coromant, a ideálně se hodí pro obrábění automobilových součástí, jako jsou ojnice, náboje kol, klikové hřídele, nápravy, převodovky nebo hnací ústrojí. Použití závitníku CoroTap 400 se neomezuje pouze na oblast automobilového průmyslu, ale ideálně se hodí i pro aplikace v oblasti výroby železničních vozidel nebo všeobecného strojírenství, kde může zvýšit produktivitu a snížit náklady na vytvoření závitů v přírubách, železničních kolech, skříních, krytech, válcích výložníku, armaturách a celé řadě dalších součástí.
Podrobnější informace naleznete na: www.sandvik.coromant.com/cs-cz/products/corotap_400
Na AMB se od 18. do 22. září již po devatenácté sejdou odborníci na třískové obrábění kovů. Více než 1 500 vystavovatelů představí výsledky svého vývoje a inovace na výstavní ploše brutto více než 120 000 metrů čtverečních. Vypadá to dobře, AMB 2018 bude největší veletrh AMB všech dob. „S novou halou Paula Horna (hala 10), speciální prezentací AMB Digital Way a příslušným kongresem jsme vytvořili ty nejlepší předpoklady, aby byl veletrh AMB 2018 ještě větší a ještě lepší,“ vysvětluje Ulrich Kromer von Baerle, mluvčí vedení společnosti Messe Stuttgart.
Odbytové trhy v Německu a v částech Evropy v současné době prožívají boom. Ekonomičtí experti předpovídají na rok 2018 nárůst hrubého domácího produktu v Německu o 2,2 procenta a pro evropský prostor 2,3 procenta. „Vystavovatelé nám potvrzují, že kapacity v průmyslu jsou v současné době tak vytížené, jak tomu nebylo od roku 2008. Nyní je ten správný okamžik provést potřebné investice. AMB zde představuje jedinečnou platformu, protože vystavovatelé zde předvedou aktuální stav techniky a co je dnes ve výrobě možné ohledně digitalizace,“ vysvětluje Gunnar Mey, vedoucí oddělení průmyslu v Messe Stuttgart.
Pro Reinera Friese, ředitele odbytu ve společnosti Schwäbische Werkzeugmaschinen GmbH, je AMB magnet pro návštěvníky i vystavovatele: „Jižní Německo je nejsilnější region v Německu ohledně výroby obráběcích strojů a příslušenství. Na AMB jsou zastoupení všichni známí výrobci, kteří předvádějí skutečné novinky a nabízejí skvělý přehled pro rozhodování ohledně investic.“ Jako stěžejní bod společnosti Schwäbische Werkzeugmaschinen GmbH na AMB oznámil Fries optimálně automatizované stroje.
Nils Tersteegen, vedoucí marketingu ve společnosti Fanuc Deutschland GmbH, potvrzuje, že AMB poskytuje nejlepší možné rámcové podmínky nejen pro rozhodnutí ohledně investic: „AMB se svým zaměřením a odbornými návštěvníky oslovuje přesně naši cílovou skupinu pro oblasti strojů a CNC řízení. Navíc bude automatizace obráběcích strojů v Německu stále důležitější téma, které lze optimálně představit na AMB.“ Firma FANUC oznámila, že kromě svého řešení pro průmysl 4.0 („FIELD“) představí také novinky v oblasti strojů, řízení a robotiky. V centru pozornosti má být digitální propojení různých prvků výroby.
„Oblast obrábění stojí v současné době před velkými výzvami. AMB jako nejvýznamnější veletrh v oblasti obrábění kovů má z našeho pohledu potenciál poskytovat nové impulzy pro pozitivní vývoj obratu. Komet Group představí na AMB 2018 znovu četná inovativní řešení a výrobky. Náš jednoznačný cíl: Poskytovat zákazníkům neustále vhodné nástroje pro zvyšování produktivity. Návštěvníky u našeho stánku čekají efektivní standardní přesné nástroje, řešení vyvinutá pro příslušné projekty a digitální produkty v oblasti obrábění a produktivity,“ vysvětluje Marten Veenendaal, vedoucí marketingu ve společnosti Komet Group.
Na AMB 2018 ve Stuttgartu se očekává cca 90 000 zahraničních návštěvníků z řad odborníků a 1 500 vystavovatelů. Ve veletržním areálu ve Stuttgartu představí inovace a další výsledky vývoje týkající se třískových a nekonvenčních obráběcích strojů, přesných nástrojů, měřicí techniky a zabezpečení kvality, robotů, manipulační techniky pro obrobky a nástroje, průmyslového softwaru a inženýringu, součástí, konstrukčních celků a příslušenství.
ŽDB Drátovna v Bohumíně dokončila první část modernizace provozu tažírny nepatentovaného drátu. Dceřiná společnost Třineckých železáren kvůli zajištění dalšího rozvoje a zvýšení konkurenceschopnosti firmy před dvěma roky nastartovala projekt modernizace v celkové hodnotě téměř půl miliardy korun. V první ze dvou etap nyní proinvestovala částku přesahující 250 milionů korun.
„Cílem modernizace je posílit naše portfolio v oblasti výroby drátů pro další zpracovatelský průmysl jako je výroba spojovacích součástí, ložisek a jiných aplikací včetně uplatnění v automobilovém průmyslu. Naším záměrem bylo doplnit a výrazně navýšit výrobní kapacity a posílit pozici zejména na evropském trhu,“ říká předseda představenstva ŽDB Drátovna Petr Adamek.
„Posílili jsme naše tažírenské kapacity a zakoupili dva nové drátotahy, které rozšiřují rozměrovou řadu vstupního válcovaného drátu určeného pro další zpracování. A to až na rozměr 42 milimetrů,“ upřesňuje předseda představenstva. Podotýká, že tyto velké rozměry se uplatňují hlavně při výrobě spojovacích součástí a dalších objemově tvářených dílů.
Firma zrekonstruovala část provozu mořírny s roční kapacitou zhruba 60 tisíc tun a vybudovala novou halu úseku žíhárny. Do ní ještě letos pořídí třetí žíhací pec. V rámci nových výrobních investic byl do provozu uveden zcela nový energomost zajišťující bezpečný přenos plynu, vody a dalších kapalin.
Současně v ŽDB Drátovna vybudovali novou mořírnu na provozu tažírny patentovaných drátů. „Jedná se o náhradu za mořírnu, která vyhořela v roce 2016. Doba realizace ode dne požáru trvala přesně jeden rok. Nyní je ve zkušebním provozu, v němž testujeme technologii a připravujeme stavbu ke kolaudaci,“ doplnil Petr Adamek. Mezi odběratele vysokouhlíkových tažených patentovaných drátů patří zejména přední evropští výrobci lan a pružin, směřují k odběratelům v tuzemsku a zemí EU. Vývoz se v současné době na celkové produkci lanových a pružinových drátů podílí 70 procenty, přičemž rozhodujícími exportními regiony jsou trhy zemí západní a střední Evropy.
Společnost ŽDB Drátovna by měla v letošním roce vyrobit 130 tisíc tun tažených drátů a výrobků z nich. Mezi její největší zákazníky patří firmy z automobilového, strojírenského, nábytkářského a těžebního průmyslu. Finální produkty z drátů zpracovaného zákazníky nacházejí uplatnění v široké škále výrobků – od automobilů, přes nábytek, bílou techniku, pneumatiky, výtahy, železniční svršek až po nářadí nebo zdravotní techniku.
Jediný český výrobce a jeden z mála evropských výrobců dlouhotočných CNC automatů, firma TAJMAC‑ZPS ze Zlína plánuje přivézt v květnu do Prahy hned tři modely ve Zlíně vyráběných strojů MANURHIN.
Tři stroje MANURHIN na jedné výstavě či veletrhu firma doposud nikdy nepředstavila. Vysoká poptávka po těchto strojích na tuzemském trhu a rostoucí zájem návštěvníků i vystavovatelů o pražskou výstavu FOR INDUSTRY tak vyústili v nový rekord. V současné době je již v tuzemsku instalováno přes 250 strojů MANURHIN u více než 70 firem. V roce 2018 otevře TAJMAC‑ZPS novou montáž a bude tak umožněno navýšení kapacity výroby dlouhotočných CNC automatů MANURHIN, což umožní nejen uspokojit rostoucí poptávku v ČR a SR ale i vstup na nové trhy, do kterých, z důvody malé kapacity, nebylo dosud ekonomicky zajímavé investovat. Pro české zákazníky, zabývající se soustružením dílů z tyče do průměru 32 mm je firma TAJMAC‑ZPS atraktivní nejen produktivitou strojů (stroje MANURHIN obrábí materiál až 4 nástroji současně), ale také dostupností náhradních dílů, okamžitým servisem, kdy v době akumulace práce může využít k servisu kapacitu pracovníku montáže a silným týmem aplikačních techniků, který se zabývá technologickou podporou zákazníků strojů MANURHIN.

Snahou všech výrobců špičkových CNC strojů je minimalizace všech doprovodných jevů, které mohou ovlivnit přesnost výsledného obrobku.
Konstrukce XF600/5 A je založena na jednodílném odlitku s integrovanými stojany do lože (horní gantra). Při srovnání s oddělenou strukturou, dolní gantrou nebo strukturou typu „C“ a prakticky všemi ostatními, má tato konstrukce výrazně lepší stabilitu. Použitá integrovaná struktura vestavby jak 4. i 5. osy, tak i vřetene do báze stroje zlepšuje výkon na třísce a zachovává vysoký standard trvalé přesnosti. Struktura „Monoblock“ a použitý materiál EN‑GJL500 výrazně dobře pohlcuje vibrace. Konstrukce „box‑in‑box“ („skříň ve skříni“) umožnila konstruktérům vestavět těleso vřetenové cartridge přímo dovnitř suportu osy „X“.

Konstrukce vřetena na XF600/5 A je z důvodu potlačení vibrací konstruována s integrovaným motorem. Teplo generované během vysokorychlostních operací je účinně odváděno a kompenzováno aktivním systémem potlačení teplotní deformace.
Stroj XF600/5 A je osazen mohutným dvojitě uloženým naklápěcím rotačním stolem s přímým náhonem (DDM). Metoda DDM zajišťuje výjimečnou produktivitu a naprosto plynulou kinematiku. Ve srovnáni s předchozí generací pohonu je vylepšena nejen přesnost, ale i rychlost.
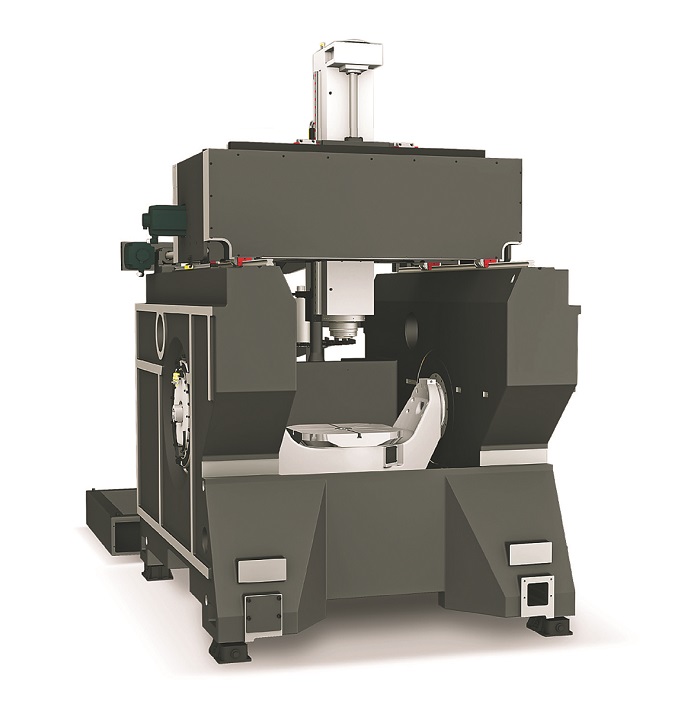
Čas výměny nástrojů (z řezu do řezu) stroje je 4,5 vteřiny (nejlepší ve své třídě), rychloposuvy (X, Y, Z) 60 m/min. Pro nejvyšší přesnost je odměřování ve všech osách zdvojeno (enkodér + lineární nebo rotační pravítka). Pro zefektivnění obrábění forem poskytuje výrobce k obráběcímu centru specializovanou opci „Formařský TOP balíček“. Pokud si tento balíček zvolíte, mohou být uživatelsky modifikovány řezné a pohybové procesy.
Rychloposuvy jsou zvýšeny díky použití lineárních pohybových vedení. To redukuje mrtvé casy a snižuje cas výroby pro vyšší produktivitu.

PROFIKA s. r. o.
Průmyslová 1006
294 71 Benátky nad Jizerou
Tel.: 326 909 511
profika@profika.cz
PROFIKA s. r. o.
pobočka Morava
742 42 Šenov u Nového Jičína
Tel.: 739 619 787
benacek@profika.cz
V rámci dotace s přispěním EU pořídila společnost nové technologické vybavení:
Pokovovací zařízení ve vysokém vákuu – KOLZER DGK48
Chladíci zařízení pro pokovovací linku – Xianmen LF25A-R410 Kiosková trafo stanice – EH6 ATYP / 2x1000 kVa
Kiosková trafo stanice – EH6 ATYP / 2x1000 kVa
Vysoko rychlostní CNC automat – CNC sestava DOOSAN Lynx 220G
HSM obráběcí centrum na grafit – Grahite MILL CT / KT - 600
Mezi novinky firmy KovexProduction patří dělení materiálů – CNC/řezání. Firma dělí na zakázku, dle požadavků a je schopná dělit s přesností ± 0,1 mm. Firma řeže s minimálním prořezem nástrojové oceli včetně třídy 19663 atd. Využívá moderní CNC automatické pásové pily PILOUS.
Firma KovexProduction se zabývá ryze strojírenskou činností, zakázkovou strojírenskou výrobou rotačních i nerotačních součástí s použitím konvenčních metod kovoobrábění i technologií CNC. Převažuje výroba ocelových strojních dílů. Máme také zkušenosti s opracováním nerezavějících, otěruvzdorných ocelí – drátořezem i standardní technologií – nebo i speciálních materiálů TOLOOX, nově soustružení kalených součástí do 63 HRc.
Redakčně upraveno z www.kovexproduction.cz