....AI, IoT, CLOUD, BIG DATA, MACHINE LEARNING, DIGITAL FAKTORY a samozřejmě INDUSTRY 4.0.
Až z toho jde hlava kolem. Klasickým překladem těchto termínů se aktuálního významu nedopátráme. Proud technických informací je stále a stále silnější. Je jich všude plno a přitom reálně nejsou zcela relevantní. Když se člověk něco dozví, tak už je to často technická historie. Jak to tedy je? Žijeme v přítomnosti nebo už v minulosti?
Na tuto otázku mně odpověděl start rakety Falcon Heavy Muscovy společnosti SpaceX. Tento bezprecedentní počin, který opět posunul hranice techniky, nás katapultoval do budoucnosti. Ano, vše co teď prožíváme bylo donedávna reálně uskutečnitelné v daleké budoucnosti.
Je tedy potřeba se opět vrátit zpět na "Zemi" a do přítomnosti. Pojďme si znovu nastavit budoucnost - třeba projektem intergalaktické dálnice. Ale pozor na Vogony!
Přeji jen příjemné vize.
Radek Hroch
V mnoha článcích se používají termíny Industrial Internet of Things (IIoT – průmyslový internet věcí) a Industry 4.0 / Průmysl 4.0, ale nejedná se o stejnou věc. A není to totéž ani v severní Americe ani v Evropě. Obě koncepce jsou užitečné a obě jsou pro průmysl přínosem. Jestliže pochopíte, jaké jsou jejich odlišnosti a jak spolu souvisejí, můžete vy i vaše firma profitovat z obou z nich. Co vám a vaší firmě tedy mohou přinést?
I když většina věcí týkajících se Průmyslu 4.0 se zaměřuje výhradně na výrobu (montážní linky, stroje a roboty s cílem dosáhnout „chytré továrny“), já jsem se rozhodl prostudovat jej z pohledu procesů: procesní zařízení, řízení procesů a přístrojové vybavení, s cílem dosáhnout „chytrého provozu“ nebo spíše „digitálního provozu“. Podíváme se na to na příkladu, jak výrobce sestavuje ventil – což je samostatnou částí výroby, a jak tento ventil funguje v provozu.
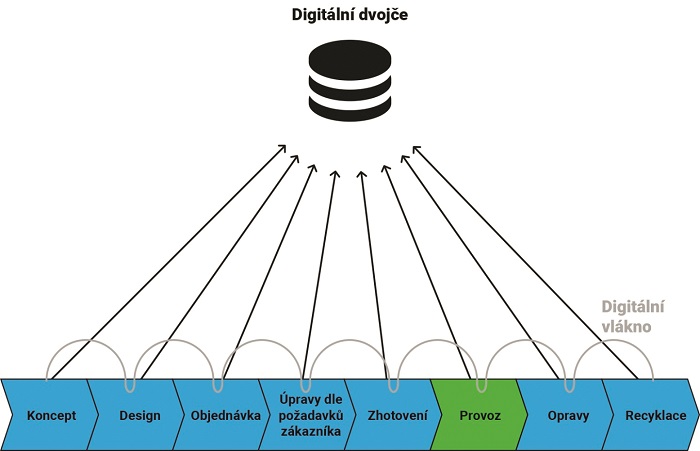
Pro Průmysl 4.0 je rozhodující výměna informací během celého životního cyklu určitého výrobku. To znamená sběr všech dat vytvořených pro daný výrobek během jeho životnosti od začátku až do konce, v průběhu všech fází životního cyklu výrobku. Tedy od koncepce, návrhu, objednání, úpravy podle požadavků zákazníka, výroby, provozu, oprav až po recyklaci – a ukládání těchto informací do úložiště, určitého druhu virtuálního „digitálního dvojčete“ tohoto výrobku. Tato výměna informací je navzájem propojená, informace se hladce přenáší ze systému do systému tak,aby nemusely být manuálně zadávány znovu a znovu, tzv. „digitální vlákno“. Do životního cyklu výrobku je zapojeno mnoho společností a systémů, takže výměna dat mezi systémy vyžaduje, aby data a komunikace byly standardizované a aby byla zajištěna vzájemná propojitelnost dříve uzavřených aplikací pro odblokování dat. Zamysleme se nad tím, jak se životní cyklus zařízení, životní cyklus kotle v tomto zařízení a životní cyklus regulačního ventilu na tomto kotli navzájem ovlivňují od návrhu zařízení, návrhu kotle a návrhu ventilu až po konec životnosti každého z nich. Takto si představuji digitální výměnu informací během životního cyklu regulačního ventilu:
Ve fázi koncepčního návrhu bude mít výrobce ventilu nápad na sestrojení inovativního nového modelu regulačního ventilu a zachytí tuto koncepci pomocí softwaru CAD a uloží ji jako digitální soubor.
Podobně ve fázi Front‑End Engineering and Design (FEED – fáze počáteční konstrukce a návrhu) provozu konzultant vytvoří koncepční návrh nového procesu. Tento návrh procesu se zaznamená v softwaru CAD jako digitální soubor.
Ve fázi návrhu nového modelu regulačního ventilu bude CAD soubor s koncepčním návrhem importován do jiného CAD softwaru, takže jej nebude třeba překreslovat. To bude vyžadovat vzájemnou kompatibilitu prostřednictvím standardních formátů souborů. Tento návrh bude dále zpracováván v podobě výpočtu pevnosti, propočítání dynamiky kapalin, estetiky a simulace vyrobitelnosti podle základního návrhu. Soubor s konečným návrhem výrobku se vyexportuje. Soubor s návrhem se naimportuje do 3D tiskárny a za účelem ověření tvaru a lícování se vyrobí díly. K tomu je opět nutné, aby formáty souborů byly navzájem kompatibilní.
Podobně ve fázi podrobného návrhu procesu dodavatel EPC rozhodne o zařízení včetně regulačních ventilů a převezme 3D CAD soubory ventilů od výrobce ventilů a použije je ve svém softwaru pro navrhování procesu za účelem kontroly, zda je kompatibilní s potrubím atd., takže není třeba je překreslovat. Vzájemná kompatibilita souborů s 3D modely a elektrických schémat usnadní práci EPC, ušetří čas pracovníků a peníze společnosti. EPC soubory s daty požadovaných ventilů a dalšího zařízení exportuje.
Ve fázi nákupu zašle EPC specifikaci ventilu jako digitální soubor výrobci ventilů. To znamená, že EPC nemusí provádět žádnou papírovou práci, ušetří čas pracovníků a peníze společnosti.
Na druhé straně továrna ve fázi nákupu ventilu obdrží od zákazníkova dodavatele EPC objednávku na několik sestav nového modelu regulačního ventilu s podrobnými požadavky a se specifikací každého ventilu ve formátu digitálního souboru importovaného do systému ERP tak, že jej není nutné přepisovat. K tomu je nutná vzájemná kompatibilita prostřednictvím standardního formátu souboru. Já osobně se domnívám, že při přenosu dat ze systému EPC k výrobci ventilů se bude pro zajištění vzájemné kompatibility používat formát podle normy ISO 15926. To společnostem usnadní jejich podnikání.
Ve fázi úpravy podle požadavků zákazníka bude továrna na výrobu ventilů též importovat specifikace zákazníka do softwaru pro dimenzování ventilu, takže se nebudou muset přepisovat, a do softwaru pro zakázkové zpracování základního návrhu nového modelu regulačního ventilu podle přesných požadavků na každý regulační ventil. K tomu je nutná vzájemná kompatibilita prostřednictvím standardního formátu souboru. Já osobně se domnívám, že se bude používat formát podle normy ISO 15926. V digitálním souboru se vytvoří kusovník s čísly všech dílů pro těleso ventilu, aktuátorem, doplňky, konstrukčními materiály, velikostí, polohovadlem atd. Důležitým aspektem Průmyslu 4.0 je vytváření základních jednotek, tzv. „dávky číslo 1“ a možnost upravovat návrh a sestavu každého kusu podle požadavků zákazníka tak, aby přesně splňoval jednotlivé požadavky. Sestava regulačního ventilu je dobrým příkladem, ale ve skutečnosti nepopisuje proces nepřetržitého zpracovávání, protože zde neexistuje žádná „série“, ale pravděpodobně dávkové zpracovávání, jako například u speciálních chemických a farmaceutických výrobků.
Fáze úpravy podle požadavků zákazníka u zařízení zahrnuje přizpůsobení základního návrhu dimenzováním všech částí zařízení podle požadované kapacity, podmínek prostředí, výchozích surovin a zdrojů energie atd.
Ve výrobní fázi továrna na výrobu ventilů skládá všechny části dohromady. To může před fází montáže zahrnovat několik smluvních výrobců různých částí regulačního ventilu na několika místech. Tito smluvní výrobci obdrží CAD soubory a naimportují si je do svých strojů, aby mohli daný díl vyrobit. To bude opět vyžadovat vzájemnou kompatibilitu tak, aby nebylo nutné díl překreslovat. Přední výrobci ventilů mohou vyrábět některé části ventilu v rámci doplňkové výroby importováním CAD souborů do stroje, což opět bude vyžadovat vzájemnou kompatibilitu. Roboty na montážní lince sestaví regulační ventily na základě pokynů z CAD souborů, což opět vyžaduje vzájemnou kompatibilitu formátů souborů. Nakonec bude každý ventil v továrně otestován, budou zachyceny jeho charakteristické rysy a skoková odezva a výsledky testu budou digitálně uloženy do souboru. Certifikáty materiálů k dílům se také ukládají jako digitální soubory.
Je jasné, že aby bylo možné přeměnit návrh a výrobu dílu podle vize Průmyslu 4.0 na realitu, bude muset přijít ke slovu velká řada stávajících i nových norem.
Ve své provozní fázi ventil vykonává svou práci v zařízení po mnoho let. V této fázi může výrobce ventilů v současné době přes internet dálkově sledovat stav regulačního ventilu v podobě interaktivní služby založené na sběru dat IIoT. Fyzické části v zařízení jako například čerpadla a ventily jsou totiž vybaveny snímači připojenými digitálně k síti, takže je lze nepřetržitě monitorovat a shromažďovat všechna jejich data a ukládat je v digitální podobě, obvykle do cloudu. Software výrobce ventilu data analyzuje a informuje provoz o jakémkoliv hrozícím problému, ale také ukládá zachycená data ventilu pro možnost budoucího porovnání. K dispozici je také skupina odborníků na ventily pro podporu pracovníků provozu. Čerpadlo může být vybaveno snímači pro snímání vibrací, tlaku, teploty, hladiny atd. digitálně připojenými k síti. V případě regulačního ventilu jsou všechny snímače (poloha ventilu, tlak dodávaného vzduchu, tlak aktuátoru, průtok vzduchu, teplota atd.) zabudovány do polohovadla ventilu, které je následně digitálně připojeno k síti. Provozní fáze životního cyklu je totiž tím místem, kde se Průmysl 4.0 a IoT setkávají a my se dostáváme k IIoT.
To také znamená, že nyní rovněž ke každému kusu zařízení („věci“) existuje softwarová/virtuální nebo „kybernetická“ složka. Fyzická a kybernetická složka se společně označují jako kyberneticko‑fyzický systém (CPS).
Mnoho podniků již interaktivní služby založené na IIoT využívá.
Interaktivní služby mohou zlepšit spolehlivost a výkonnost ventilu, omezit prostoje provozu a zvýšit kvalitu výrobků a výrobní kapacitu.
Žádný výrobce nevyrábí všechny snímače požadované v provozu, proto provozy používají pro zajištění vzájemné kompatibility a možnost sdílení jedné sítě snímače vycházející z průmyslových síťových norem jako například provozní sběrnice FOUNDATION a WirelessHART. Digitální propojení do sítě jako jsou sběrnice a bezdrátový přenos jsou jediné praktické způsoby integrace všech těchto doplňkových nástrojů. Za poznámku stojí to, že propojení do digitální sítě je hlavním tématem zprávy ZVEI „Strategie implementace Průmyslu 4.0“ v moderních provozech, a protože stávající provozy se modernizují, hraje stále důležitější roli informační a komunikační technologie (ICT).
Regulační ventil bude občas vyžadovat generální opravu; vyčištění nebo výměnu dílů, které podlehnou opotřebování atd. Oprava může být provedena pracovníky oddělení údržby, servisním týmem výrobce nebo poskytovatelem servisu – třetí stranou. Nebo se generální oprava provede mimo místo instalace ventilu. Po opravě se provede kontrola funkce se zaznamenáním údajů o výkonnosti digitálně do souboru ve stavu „tak, jak je“. Tato testovací data je třeba uložit s ostatními daty o historii ventilu. Provedená opatření je třeba zaznamenat do digitálního souboru společně s dalšími daty o historii ventilu. Čipy RFID na hlavních částech jako je těleso ventilu, aktuátor a regulátor filtru identifikaci a sledování životního cyklu jednotlivých dílů usnadní. Polohovadlo ventilu a další přístroje již mají jedinečné identifikační číslo. Oddělení I & C má pro daný model ventilu přístup k souborům s návody a certifikací pro nebezpečné oblasti, ale také si může vyhledat soubor s původními charakteristikami ventilu pro srovnání s jeho současnou výkonností. Navíc si může také stáhnout soubor s certifikáty materiálů jakékoliv části každého konkrétního ventilu nebo vyhledat historii údržby.
Shromažďování dat o životním cyklu produktu do digitální podoby – digitální dvojče
Po mnoha letech provozu se ventil, čerpadlo nebo jiná část zařízení vyřadí z provozu. Toto je konec životního cyklu a fáze recyklace. Data týkající se poruch jsou zachycena a uložena digitálně, obzvláště ta, která se týkají výrobků spojených s bezpečností. Výrobce má stále všechna data v digitálním souboru, a tato data byla v průběhu životnosti ventilu shromažďována a využívána jako zpětná vazba pro nepřetržité zlepšování (metoda kaizen) konstrukce ventilu v dalším cyklu výrobku, čímž se životní cyklus uzavírá.
Každá fáze životního cyklu ventilu nebo jiného zařízení bude využívat data z dřívějších fází a bude vytvářet více dat využívaných v dalších fázích – digitální vlákno. Data se shromažďují a budou následovat ventil nebo jinou fyzickou „věc“ během celé její životnosti jako její virtuální digitální dvojče nebo stín. Všechny informace budou neustále k dispozici.
Je jasné, že Průmysl 4.0 a IIoT nejsou totéž. Obojí je užitečné, takže je třeba zvážit implementaci obou koncepcí tak, aby bylo možné těžit z obou. Mnoho aspektů jak IIoT, tak Průmyslu 4.0 není nových. Některé provozy a někteří výrobci I & C již mnoho součástí těchto koncepcí zavedli. Budoucnost je digitální a s digitální infrastrukturou může provoz těžit jak z IIoT, tak z Průmyslu 4.0.
přeloženo z IIoT not the same as Industrie 4.0“, Jonas Berge https://www.linkedin.com/pulse/iiot-same-industrie- 40-jonas-berge/
Nové technologie jako Internet věcí ženou automatizaci vpřed. Controllino spojuje open source software s výkonným SPS hardwarem pro použití v průmyslu a infrastruktuře budov. Obvykle ušijí výrobci paket z modulu SPS a příslušného vývojového prostředí.
Pomocí zdrojového kódu nebo grafického uživatelského rozhraní je možné individuálně řídit vstupy a výstupy řídicí jednotky. Každý výrobce se přitom snaží etablovat své individuální standardy, resp. podporuje programovací funkce pro rozhraní, které s sebou přirozeně nese jeho vlastní hardware. Tato omezení vedou často k problémům. Například když má být propojena řídicí technika různých poskytovatelů. Problematika se pak netýká jen komplexních průmyslových aplikací, v praxi se objevuje také v oblastech jako je automatizace domácností či budov.
PLC Controllino
Inteligentní východisko z „dilematu kompatibility“ nabízí Controllino. Neboť rodina tří výkonných modulů PLC sází na open source programovací jazyk Arduino™. Ten poskytuje integrované vývojové prostředí (IDE). Arduino™-IDE je multiplatformní Java aplikace s editorem kódu a integrovaným kompilátorem. Řídicí programy mohou být vytvářeny přímo v C/C++. Navíc je možné časově úsporné programování pomocí knihoven. Arduino™-IDE podporuje například velmi rozšířenou avr‑‑ gcc‑‑ library. Díky velké komunitě se Arduino™ a jeho knihovny neustále rozvíjejí. Možné je také napojení komerčních doplňků (third‑‑ party) i čistě vizuální programování. Vývojové prostředí Arduino™ podporuje všechna běžná rozhraní a funkce základních desek. Pro operační systémy Windows, Mac OS X a Linux jsou k dispozici rozsáhlé tutoriály a kompatibilní software. Přenos dat do řídicí jednotky se uskutečňuje přes USB nebo sériové rozhraní.
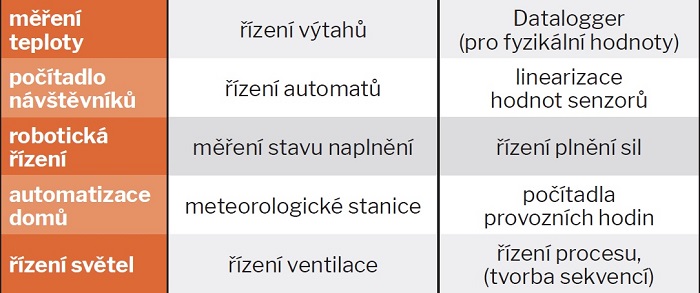
Díky inteligentní kombinaci kvalitní řídicí jednotky a volně dostupného Arduino™-IDE je Controllino optimálním pomocníkem v oblasti automatizace. Řídicí jednotky Controllino jsou vhodné pro nasazení v automatizaci domácností a budov i pro průmyslové aplikace. Také pro oblast vzdělávání je Controllino díky široké programovatelnosti optimálním testovacím objektem. V současnosti sází mnoho škol a univerzit na snadno programovatelné logické moduly – mj. Institut Maxe Planka a MIT. Také v průmyslovém sektoru je Controllino State‑of‑the‑Art.
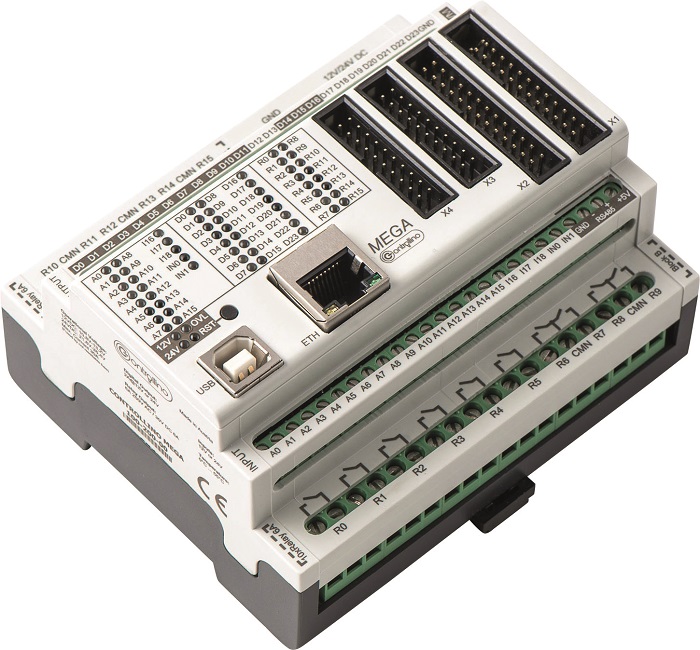
U řídicích jednotek Controllino jde o extrémně výkonnou paletu produktů ze třech modulů PLC. Všechny modely se programují pomocí inovativního Arduino™-IDE. Již základní model „Mini“ má kvalitní microcontroller ATmega328 s taktovací frekvencí 16 MHz. Základní deska nabízí rozsáhlou výbavu rozhraní: 1× RS232, 1× SPI, 6 relé výstupů, 8 analogových/digitálních vstupů a 8 digitálních výstupů. Prostřední model „Maxi“ využívá výkonný microcontroller ATmega2560 (taktovací frekvence: 16 MHz) a nabízí rozšířenou výbavu rozhraní, zahrnující mj. ethernetové rozhraní. U špičkového modelu „Mega“ s microcontrollerem ATmega2560 (taktovací frekvence: 16 MHz) nezůstávají žádná přání nesplněna. Řídicí jednotka boduje ethernetovým rozhraním, bohatou výbavou rozhraní (2× RS232, 1× RS485, 1× I2C, 1× SPI) i 45 digitálními, resp. analogovými výstupy.

Pozvánka na veletrh AMPER 2018
15. ledna 2018 proběhl na letišti v Českých Budějovicích první let letadla společnosti ZALL JIHLAVAN Airplanes, s.r.o. s označením JA-400 Elektro. Letoun tímto úspěchem splnil požadavky pro kategorii ELSA a je nyní určen především k dalšímu vývoji a zdokonalení jeho plně elektrického pohonu a konstrukce na základě zjištěných poznatků z testovacího letu.

Letoun je postaven na základech modelu JA-400 SKLYLEADER se spalovacím motorem, jenž byl nahrazen elektromotorem s rotačním pláštěm dodaným zlínskou firmou MGM COMPRO s označením REB 80 řízeným regulátorem HBC 400400 JA od stejné firmy. Pohonná jednotka disponuje maximálním výkonem 80 kW, se kterou je letoun schopen vykazovat velmi slušnou stoupavost 3 m/s. Elektromotor je napájen dvěma trakčními do série zapojených bateriemi Li-Ion o kapacitě 55 Ah a celkovém napětí 324V s BMS (Battery management system), které dodává opět firma MGM COMPRO.
„Díky svým výjimečným letovým vlastnostem je létání s JA 400 elektro ještě o kousek příjemnější než létání s konvenčním spalovacím motorem. Je to zejména proto, že zde chybí typický hluk spalovacího motoru a s ním spojené vibrace. Motor má velice tichý chod, o hluk se stará jen točící se vrtule. Velkou výhodou bezesporu je, že se před vzletem nemusí motor nijak ohřívat na provozní teplotu a celá pohonná soustava je tedy okamžitě připravená k použití zapnutím jednoho vypínače. V případě, že potřebuji zastavit, například na vyčkávacím místě, můžu motor zcela vypnout. Zaprvé se tím šetří kapacita baterií, za druhé to dává větší klid na prováděné úkony, ve kterých díky elektrickému pohonu chybí: kontrola palivového kohoutu, zapnutí palivového čerpadla, kontrola tlaku paliva, kontrola tlaku oleje, kontrola magnet. Nicméně některé „nové“ úkony je zapotřebí provést, a to zejména kontrolu kapacity baterií a kontrolu teplot. Ostatní předletové úkony jsou však naprosto stejné s ostatními letouny.
Po najetí na dráhu a zvýšení výkonu se otáčky rychle a plynule dostanou na svoje maximum, které v tomto případě činí 2600 otáček za minutu. To, že je pod kapotou 105 „elektro koní" pilot okamžitě pocítí nebývalou akcelerací, která jej příjemně zatlačí do sedačky. Vysoký krouticí moment zaručuje, že ani při strmém stoupání nedojde k poklesu otáček a letoun si razí cestu k nebi s nebývalou lehkostí. Technika pilotáže je stejná jako u běžného letadla. Nicméně práce s plynovou pákou se spíše než otáčkami řídí nastavením požadovaného výkonu v kilowatech. Délka letu je pak ovlivněna stavem kapacity baterií před letem a také zacházením s plynovou pákou. Nicméně celková doba letu se bez většího šetření pohybuje okolo 1,5 hodiny, což je dostatek času na to provést např. 12 okruhů nebo traťový let o délce přibližně 300 km."
Zlínská rodinná firma MGM COMPRO funguje na trhu již od roku 1991. Na míru vyvinuté a vyráběné elektrické pohonné systémy z dílny jejího profesionálního týmu inženýrů a techniků lze za tuto dobu najít téměř ve 30 modelech letadel a dronů, jenž byly vyrobeny ve stovkách kusů.
Pohon pro stroj JA-400 byl tedy, tak jako všechny ostatní jednotky, ze 100 % navržen, vyvinut a vyroben ve firemních prostorách ve Zlíně. Výjimečnost know-how tohoto podniku dokládá zejména fakt, že elektrické pohony MGM COMPRO již ve svých projektech využily firmy a instituce jako Airbus, SIEMENS, NASA, Virgin Galactic, stáje seriálu Formule 1 a mnoho dalších.
Mimo elektrické pohony pro letadla firma MGM COMPRO navrhuje, vyvíjí a vyrábí elektrické jednotky také pro další velmi zajímavé projekty jako Hoversurf, autonomní armádní vozidlo nebo elektrický wakeboard.

Pulzní lasery se pro gravírování používají již velkou řadu let, nicméně sublimace většího objemu materiálu byla vždy časově velmi náročná. Vývojem pulzních laserů stále vyšších výkonů je možné zefektivňovat mimo jiné právě aplikace laserového gravírování, zejména pak velmi hlubokého gravírování.
Pod pojmem velmi hlubokého gravírování rozumíme aplikace, při kterých je dosahována hloubka gravírování vyšší než 0,1 mm. V principu se laserové gravírování podobá aplikaci laserového popisu, ovšem s cílem nevytvářet kontrast na materiálu, ale odpařovat jej a vytvářet tak hluboké vzory. Protože dokáže laserový paprsek vzhledem ke své malé velikosti ovlivňovat materiál velmi přesně, lze takto vytvářet i velmi detailní vzory, přičemž nejčastěji je laserem gravírovaná různá grafika, alfanumerický text i čárové kódy, zejména pak 2D kódy pro identifikaci výrobků. Laser dosahuje zároveň i výborné kolmosti stěn, což napomáhá tvorbě stínů ve vygravírovaných oblastech. To je důležitý aspekt pro vznik správného kontrastu ve vzoru zejména při čtení 2D čárových kódů čtečkami.

Kromě přesnosti se proces může pochlubit i výbornou škálovatelností. Nejběžnějším postupem je za pomoci optimálních parametrů odpařit určitou vrstvu materiálu a cyklicky opakovat tento postup do doby, dokud není dosažena požadovaná hloubka vzoru. V tomto případě je počet opakování odvislý od požadavku na hloubku (čas procesu se stává závislou veličinou) nebo od požadavku na čas (závislou veličinou se stává naopak hloubka). Velmi často, zejména jedná-li se o procesy sériové výroby, je kladen často důraz na hloubku a zároveň i na co nejnižší časový limit pro celou operaci. Nalezení správných parametrů pro získání optimální rovnováhy procesu v takových případech není jednoduchou věcí a vyžaduje jisté laborování. Gravírovaná plocha je logicky rovněž jedním z nejdůležitějších aspektů časové náročnosti, který vypoví o tom, bude-li se měřit časová náročnost aplikace v sekundách nebo v desítkách minut.
Hloubkové gravírování se nejčastěji používá k identifikaci dílů tam, kde se očekává velmi vysoká otěrová zátěž nebo v případech, kdy má být zachována čitelnost identifikace i po následné povrchové úpravě materiálu (povrch materiálu má být otryskán nebo má být např. pokryt lakem určité tloušťky).
Níže je možné vidět dva příklady hlubokého gravírování v podobě gravírování VIN kódu do nerezového štítku a gravírování Datamatrix kódu pro identifikaci hliníkového odlitku.

Jak již bylo zmíněno výše, laserové gravírování je prováděno pulzními lasery, které většinou gravírují různé druhy kovů. Jako pulzní lasery se používají nejčastěji lasery vláknové s průměrným výkonem od 20 W výše. Vyšší výkon samozřejmě poskytuje efektivnější odběr materiálu a může tak výrazně zkrátit procesní čas, nicméně zároveň může negativně ovlivňovat design, protože dochází i k výraznějšímu vytlačování zbytkového materiálu do okolní oblasti gravírované zóny, ve formě taveniny u hraniční kontury vzoru tvořící drobné okuje. Kromě správného typu laserového zdroje je potřeba použít i vhodnou optiku, výběr vhodných procesních komponent, stejně jako vhodných parametrů nastavení leží na dodavateli laserové technologie.
Vzhledem k poměrně agresivnímu průběhu aplikace je třeba zabezpečit jak ochranu osob v okolí laserového systému, tak i ochranu klíčových laserových komponent. Zakrytování celého zařízení dle bezpečnostních norem je stejně jako u ostatních laserových aplikacích samozřejmostí, zvýšená pozornost by se zde měla však vztahovat k intenzivnímu odsávání sublimovaného materiálu. Ten jednak může obsahovat složky schopné poškodit při inhalaci lidské zdraví, zároveň může ulpívat na laserové optice a způsobovat tak její degradaci. Při velmi intenzivním gravírování nemusí samotné odsávání stačit a je vhodné jej doplnit navíc i ofukem tlakového vzduchu – tzv. vzduchovým nožem, který odklání sublimovaný materiál od optiky směrem k odsávací trubici.
DPS jsou kritickou součástí elektronických systémů pro svou jedinečnost, na rozdíl od ostatních komponentů, které jsou svým velkým množstvím odběratelů pod veřejnou kontrolou. DPS jsou také dominantní komponentou v elektrotechnických sestavách, protože se v nich sdružuje a zhodnocuje práce lidí mnoha profesí vykonané ještě před jejich konstrukcí a návrhem. Řada profesí pak pracuje s DPS po jejich výrobě a očekává jejich standardní chování a vlastnosti z projektové dokumentace.
Teprve čas prověří komplexní kvalitu odvedené práce. Nejlepší (z pohledu konstruktéra) je, když o nich dále nevíme, žijí si svým životem v předepsaných kolejích až do své předem plánované řízené likvidace. Elektrotechnické produkty přitom prochází třemi rozdílnými údobími: vývojovou fází, zkušební výrobou a konečně hromadnou produkcí. Pro hledaný úspěch uvažujeme s předstihem (nadhledem) – musíme znát odpovědi ještě před spuštěním výroby. Vhodně vybraný výrobce nám dodá, s minimalizovanými riziky, kvalitní a ověřené DPS pro navazující plánované procesy naší práce.
Jak diskutovanému výběru porozumět? Začněme.
Desky plošných spojů jsou vyráběny v širokém rozsahu jejich určení, od relativně jednoduchých s použitím nenáročných materiálů a odpovídajícími výrobními technologiemi i kontrolními mechanizmy až po materiálově a technologicky složité struktury s vyspělými systémy kontrol jejich spolehlivé výroby.
Výrobní linky továren hromadné výroby DPS jsou obvykle specializovány na určitý segment typu DPS. Účelem je získat řízenou výrobu nejvyšší technické kvality za konkurenční (a lepší) ceny, ve velkém množství produktu a v co nejkratším čase dodacích termínů.
Naším cílem je nalézt výrobce typů DPS s odpovídajícím obchodním modelem (zaměřením), s výrobním vybavením a procesem i technickou podporou zákazníkovi, jenž odpovídá našim požadavkům a potřebám. Snažíme se přitom porozumět charakteristice každého výrobce pro nejlepší výsledek našich potřeb.
A také obráceně; výrobce potřebuje porozumět (musí toho být schopen!) charakteristikám DPS, které od něho požadujeme. Základem je naše dobře zpracovaná výrobní dokumentace s důrazem na technická fakta uvedená ve Výkrese Výsledném.
Případně zhoršené vlastnosti dodaných DPS (třeba za rok i déle) jsou často způsobeny i skutečností, že obchodníci druhé a další vlny nemají potřebné Know-how o limitech výroby a odsouhlasí navrhované změny u dodavatele i nevhodného. Volně vyjádřeno, jdou hlavně po nižší nákupní ceně. Jsou obchodníci k DPS odpovědní, kteří kladou důležité otázky v pravou chvíli, ale i tací, kteří jsou k potřebám plošných spojů hodně vzdálení.
Z toho vyplývá důležitost vedení a vzdělávání obchodníků v podnikající společnosti, jejich pravidelné doškolování a cvičení pro správu dodávek DPS. Při neřízené práci obchodní skupiny může snadno dojít ke zmaření původně dobře odvedené práce.
Prvotní myšlenky k výběru dodavatele Proces výběru dodavatele je o jeho způsobilosti spolehlivě dodávat DPS v požadovaném množství, kvalitě, ve sjednaném čase, s poskytnutými garancemi, a v konkurenčních cenách. Velmi důležitá část tohoto procesu spočívá v ladění rizik zpětně na cenu.
Nakoupením nesprávně vyrobených nebo nespolehlivých DPS nepřicházíme jen o cenu neosazených desek, ale též o cenu všech osazených součástek, hodnotu montážních a kontrolních operací. Také vzniká velké množství námahy pro řešení problémů provázené dalšími nákladovými položkami. Podceněním výběru dodavatele dochází již během výroby zkušebních vzorků ke zpoždění vývojových prací a ohrožení termínů předání DPS k hromadné výrobě. Opět přicházíme o nemalé finanční prostředky, ale také ohrožujeme pozici společnosti na trhu. Nevybírejme proto dodavatele jen na základě ceny neosazených DPS.
Mluvíme-li o cenách, vždy musíme vědět, zda je to cena „na výstupní bráně“ výrobního závodu dodavatele, nebo cena s pojištěním desek dodaných na místo určení kdekoliv na světě ve stanovenou dobu, množství a kvalitě. Cena DPS tak může mít rozdílnou hodnotu i povahu.
Způsobilost k výrobě určitého typu DPS prokazuje výrobce příslušnými certifikáty. Certifikát je velmi důležitý pro otevření cesty k nejnáročnějším klientům, kde pro vybraná průmyslová odvětví je striktně vyžadován. Jejich získání není snadné ani levné. Výrobce s certifikátem je oprávněn užít logo normy se svým jedinečným registračním číslem na výrobku. Certifikát ale není zaklínadlo ani automatický důkaz kvality. I výrobce bez příslušného certifikátu může dodávat velmi precizní produkty. Vždy rozhoduje dlouhodobá kvalita dodávaných DPS konkrétního výrobce.
Velký rozdíl mezi výrobci tvoří kvalifikace pracovníků v procesních krocích výroby. Kvalifikovaní lidé mohou odvádět preciznější výrobky, i když mají skromnější vybavení. Obráceně to ovšem není zárukou kvality. Skutečností je, že výrobce s velmi dobrým strojním vybavením a nejlepšími kontrolními systémy ještě nezaručuje garanci kvalitních dodávek DPS.
Úspěšnější bude výrobce, jehož výrobní procesy jsou více robustnější a komplexnější, než naše DPS vyžadují. To tvoří základ záruky nejnižších cenových nákladů na rozdíl od nesprávně vybraných výrobců. Podstatný vliv na dosažení nejnižší možné ceny má také výtěžnost DPS z výrobního přířezu, kterou ovlivňujeme optimálně navrženým uživatelským panelem [1].
Rizika spojená s nesprávně zvoleným výrobcem představují dvě skupiny závad. První skupinu tvoří vady, které poznáme při přejímce DPS nebo při provádění montážních a kontrolních operací. Druhá skupina závad DPS se projeví až po delším čase. Projeví se nečekaně u zákazníka v ostrém provozu, přestože desky prošly testy a kontrolními systémy. Důsledky jsou srovnatelné se smrtícím výstřelem, cena k přežití je pak vysoká.
Příčinou může být nesprávná volba výrobce, ale také náš přílišný hlad po nejnižší ceně; podceněním rizik a dobře míněných rad i doporučení výrobce neosazených DPS. Jsou-li rizika velmi vážná a zjevně opodstatněná, pak dobře vybraný výrobce může takovou zakázku i odmítnout.
Nesprávný výrobce neznamená špatný výrobce! Pouze je pro naše záměry méně vhodný nebo zcela nevhodný.
Při diskuzích o výběru dodavatele je potřeba dohodnout návštěvu – exkurzi. Nejlepší a důležité je vnímat vlastními smysly průběh výroby v jednotlivých technologických krocích (samozřejmě kam můžeme – do čistých prostor exkurze nepatří) a nahlédnout tak říkajíc pod pokličku.
Dodavatel, který by nás informoval pouze v konferenční místnosti s videotechnikou bez možnosti přímého kontaktu s nabízenou produkcí desek a výrobního prostředí, budí pochybnosti.
Průvodce exkurzí nám ochotně ukáže jednotlivé fáze výroby, s ukázkami na skutečných, rozpracovaných DPS a také zodpoví naše otázky. Ptáme se na kritické momenty výroby a způsob jejich kontroly. Exkurze zpravidla začíná pracovištěm CAM, kde je ukázáno, co se děje s daty přicházejícími od zákazníků. To může být velkým poučením pro konstruktéra DPS, protože úspěch a dosažení bezproblémové výroby a nejnižší ceny je podmíněn bezchybným návrhem DPS v souladu s normami specifikující vlastnosti návrhu DPS a použitých materiálů.
Na portfoliu ukázaných vyrobených desek si všímáme v první řadě míst, která bývají častou příčinnou možných poruch. Soubor těchto míst závisí na typu desky, kterou sledujeme. Patří mezi ně například pokovení otvorů, hladkost a tloušťka nakovení, čistota v otvorech, registrace motivů, umístění středů otvorů v ploškách spojového obrazce, kvalita nepájivé masky, kvalita servisního potisku, kvalita finálního pokovení, čistota desek, povrch obrobených koncových hran a také průhyb a zkroucení DPS.
Monitorujeme ovšem i již své zavedené výrobce. Důvodem je fakt, že případné personální změny, nebo změny obchodních záměrů mohou ovlivnit požadovanou kvalitu DPS v náš neprospěch.
Důležitou složkou přidané hodnoty při výrobě DPS zákazníkovi výrobcem je jeho podpora při výběru materiálů, při kontrole správnosti návrhu DPS ověřením optimální vyrobitelnosti a poskytnutí dalších technických rad k situacím, které nejsou obvyklé a vývojový tým DPS je tak nemusí dobře znát. Tyto rady výrobce jsou z jeho každodenního chleba v oboru. Přinášejí zákazníkovi odstranění nebo snížení rizik ve výrobním procesu a zvýšení hodnoty produktu.
Inženýrská podpora od výrobce přichází také formou otázek o stavbě poptávané DPS, o její celistvosti a úplnosti. Je nezbytné dobře chápat, k čemu dotaz směřuje, co řeší a věnovat až vyčerpávající pozornost formulaci odpovědi. Žádné polovičatosti nepřicházejí v úvahu. Mohli bychom tak odmítnout správně cílenou radu a poškodit své zájmy.
Webové stránky výrobců/dodavatelů také přináší velké množství informací, se kterými uspořádaně pracujeme.
Výběr vhodného výrobce pro naše záměry je dialog s lidmi, kteří o výrobě DPS hodně vědí. Připravenost v oblasti obchodní i technické posouvá jednání rychle k věcnosti a výrobce ocení, jsme-li schopni odpovídat na jeho otázky hodnotně.
Se vzrůstajícím objemem DPS, které poptáváme, význam promyšleného výběru dodavatele roste, stejně tak všude přítomná rizika nesprávného rozhodnutí přináší větší ztráty.
Správně vybraný vhodný výrobce má cenu zlata.
Vlastimil Obr
Užité prameny: [1] Vlastimil Obr, Stavíme uživatelský panel desek plošných spojů, EEM (Electronic Engineering Magazine), 1, 2017, 12–15
Stavba integrovaných návrhů pro tolik diskutovaný internet věcí (IoT) nebyla nikdy tak snadná. Existuje nepřeberné množství kompaktních jednodeskových počítačů, z nichž některé nabízejí bezdrátovou konektivitu, která slibuje usnadnit vývoj návrhů založených na konceptu IoT. Ať již stavíte několik zařízení ke snímání podmínek prostředí pro aplikaci v oblasti průmyslové automatizace nebo domácí bránu pro monitorování spotřeby energie a řízení vytápění, zajisté existuje cenově dostupná výpočetní platforma, která bude pro návrh ideální.
Ačkoli se mnoha vývojářům integrovaných zařízení může zdát, že mají hardwarové aspekty návrhu svého systému pod kontrolou, v otázce toho, kam budou data generovaná těmito zařízeními odesílána a jak budou spravována, si už tak jistí být nemusí. Jedním z klíčových důvodů, proč mnoho společností vítá možnosti konceptu IoT, je fakt, že s jeho pomocí mohou svým zákazníkům nabídnout nové a inovativní obchodní modely založené na službách. Aby toho však bylo možné dosáhnout, je zapotřebí mnoha nových technických oborů, které zajistí, že tyto nové obchodní modely budou spolehlivě a se ziskem zákazníkům dodány. Pro společnost, která svou značku založila na spolehlivých a důvěryhodných produktech, je dnes extrémně náročné zajistit stejně spolehlivou cloudovou platformu pro ukládání a analýzu dat s možností správy a škálování, na jejímž základě mohou tyto nové obchodní modely teprve skutečně začít existovat.
Místem pro hledání potenciálních servisních partnerů disponujících cloudovou infrastrukturou schopnou uvést potenciál konceptu IoT v život, je přirozeně oblast podnikového IT. Pokud ovšem zvážíme miliony snímačů a ostatních koncových zařízení, které lze potenciálně připojit k jednomu systému IoT, i počty uživatelů největších bankovních nebo maloobchodních sítí na světě se najednou jeví jako nicotné. Naštěstí existuje řada poskytovatelů cloudových hostingů podnikové třídy, kteří poskytují řešení schopná zajistit plynulou konektivitu od těch nejmenších integrovaných koncových zařízení až po škálovatelné analytické aplikace s vysokou dostupností. Společnost IBM nedávno ohlásila vznik svého projektu IBM Internet of Things Foundation, což je spravovaná služba hostovaná v cloudu, která si klade za cíl pomoci společnostem získat obchodní hodnotu z jejich zařízení IoT bez ohledu na to, kde se nacházejí. Společnost IBM si jasně uvědomila, že ačkoli každá společnost potřebuje rychle sestavovat data z internetu věcí pro analýzu, vizualizovat je a následně dodávat do systémů pro podnikovou správu, zdrojem těchto dat jsou převážně velmi malá integrovaná zařízení s nízkým výkonem, jejichž integrace do systému může být obtížná.

Služba IBM Internet of Things Foundation poskytuje základní stavební bloky pro připojení, sběr, sestavení a správu kompletní infrastruktury IoT. Pomocí standardizovaných protokolů jako například MQTT a REST lze bezpečně připojit a vzdáleně spravovat širokou škálu koncových zařízení, například snímačů. Klíčovým faktorem pro přímý přístup, který společnost IBM k celé problematice zvolila, bylo rozhodnutí zaměřit se na konektivitu oblíbených open-source vývojových desek, jako je například Raspberry Pi. Data lze shromažďovat v časových intervalech vyhovujících konkrétní aplikaci a analytický a systémový ovládací panel lze vytvořit v rámci cloudové analytické platformy. Ovšem tou nejchytřejší vlastností této služby společnosti IBM je jednoduchý způsob, kterým lze vytvářet procesy pro shromažďování dat, toky informací a kontrolu. IBM Bluemix je klíčová cloudová platforma, která spolu s vizuálním programovacím prostředím Node-RED umožňuje rychle vizuálně propojovat zdroje dat a události ze snímačů a dále je předávat cloudové platformě pro následnou analýzu a uložení. Platforma IBM Bluemix poskytuje cloudové služby pro připojení, ukládání a analýzu dat z vašich zařízení IoT. Node-RED je vizuální programovací prostředí pro vytváření „toků“ dat ze snímačů do cloudu propojením nebo „prodrátováním“ hardwaru se softwarem.

Společnost IBM pro předvedení konceptů používá stránku Quickstart (viz Obrázek 2), s jejíž pomocí lze přistupovat k široké škále předem připravených „receptů“ pro mnoho výše zmíněných integrovaných vývojových platforem. Tyto recepty obsahují kroky potřebné pro připojení Vašeho hardwaru ke cloudovým službám společnosti IBM. Ty obvykle zahrnují stažení programu pro cílové integrované zařízení. Většina těchto programů obsahuje aplikaci, která kromě nastavení připojení ke cloudu také vytvoří a odešle vzorová data, která lze využít pro vizualizaci v reálném čase. Pokud ve webovém prohlížeči v počítači kliknete na odkazy na obrazovky se simulacemi, můžete si navíc prohlédnout také vzorové vizualizace. Obrázek obsahuje simulaci snímače teploty s možností ručního zvyšování a snižování teploty a obrázek vedle ilustruje zobrazení souvisejících dat v reálném čase.

Prostředí Node-RED tvoří „toky“ a „uzly“. Uzel je tok, který byl vyvinut jako předdefinovaná funkce Node-RED. Webová stránka prostředí Node-RED obsahuje mnoho základních uzlů a uzlů třetích stran, které můžete do prostředí Node-RED přidat. Například můžete použít uzel třetí strany, který při používání speciálního modulu s dotykovou obrazovkou u desky Raspberry Pi přidává funkci dotykového vstupu. Tento „dotykový“ uzel hlásí polohu na obrazovce. Tento údaj lze následně přetáhnout a „prodrátovat“ do nového toku. Funkce uzlů lze obecně zařadit do kategorií vstup, výstup, funkce, sociální, úložiště a analýza. Další uzly třetích stran nabízejí například vstup/výstup GPIO, čtení času NTF nebo vytváření tabulek Google z dat.
Obrázek zachycuje obrazovku editoru prostředí Node- RED. Povšimněte si uzlů „gpio“ a „touch“, které byly přidány do základního seznamu po levé straně.

Prostředí Node-RED Vám umožňuje rychle vytvořit svůj první tok. Stránka Node- RED obsahuje širokou škálu dokumentace, včetně některých výukových příkladů, jako na Obrázku 6. Tento příklad demonstruje jednoduchý tok, který vytváří hlášení „payload“ s časovým razítkem a odešle ho funkci „format timestamp“ (formátování časového razítka). Tato funkce je na obrazovce zvýrazněna a obrázek ilustruje, jakým způsobem je hodnota převedena na řetězec a následně odeslána do panelu pro ladění, který je umístěn vpravo.

Raspberry Pi 2 je vynikající platforma, na jejímž základě lze pomocí nástrojů IBM Internet of Things Foundation, IBM Bluemix a Node-RED vytvořit kvalitní IoT aplikaci. Díky širokým vstupně-výstupním možnostem a mnoha dostupným obrazovkám LCD, rozšířením GPIO a bezdrátovým modulům třetích stran je platforma Raspberry Pi ideální pro použití v koncových zařízeních Vašeho řešení IoT. Nástroje IBM Bluemix a Node-RED obsahují podrobné instrukce pro implementaci a konfiguraci desky Raspberry Pi, díky kterým s jistotou zvládnete celý proces od vývoje až po nasazení IoT řešení založeného na této platformě. Tento přístup k vývoji IoT řešení kombinuje škálovatelné, flexibilní a bezpečné cloudové služby společnosti IBM s důvěryhodnou, prověřenou a dobře zdokumentovanou platformou Raspberry Pi 2. Vpravdě vítězná kombinace!
Simon Duggleby, Marketing Manager – Semiconductors, RS Components
BigClown je open-source modulární IoT stavebnice pro začínající i pokročilé zájemce o elektroniku a moderní technologie. Stavebnice je vyvíjena českou firmou HARDWARIO s.r.o. Její hlavní předností je bezdrátová komunikace a dlouhá výdrž při provozu z baterií.
Systém se skládá z hlavní programovatelné jednotky Core Module a mnoha dalších rozšiřujících modulů s displejem, tlačítky, relátky, digitálními LED pásky a senzory pro měření několika různých environmentálních veličin, včetně modulu osazeným sofistikovanou technologií pro měření koncentrace CO2. Klíčovou předností na rozdíl od ostatních platforem je možnost sestavovat své produkty bez nutnosti pájení a „drátování“. K celému ekosystému existuje rozsáhlá česká a anglická dokumentace, multiplatformní vývojové prostředí (Windows, Linux, macOS) a poctivě navržené SDK pro rychlý vývoj firmware s ukázkovými projekty. Jak zdrojové kódy, tak dokumentace jsou sdílené prostřednictvím GitHub.

Core Module kromě Micro-USB konektoru, tlačítka, teploměru a MEMS akcelerometru obsahuje i 868 MHz rádiový modul SPSGRF-868, který komunikačním dosahem pokryje běžný rodinný dům a jeho blízké okolí. Pomocí tohoto rádia lze snadno vytvořit bezdrátovou síť mezi jednotlivými prvky. USB konektor lze využít jak pro nahrání firmware, tak pro komunikaci s počítačem přes virtuální sériovou linku. Díky osazenému security čipu ATSHA204A lze veškerou komunikaci autentizovat a zašifrovat. Securityčip obsahuje bezpečné úložiště pro sdílená tajemství a funkcionality generování klíčů a autentizace. Core Module i celá stavebnice je od základu navržena pro úsporný bateriový provoz. V nabídce jsou dva typy bateriových modulů (2× nebo 4× AAA 1,5 V), které mohou zajistit provoz sestavených prvků až na několik let. Moduly lze samozřejmě napájet i trvale z USB, nebo napájecím adaptérem.
Jelikož je systém otevřený, můžete si jej sami rozšiřovat. Při provozu není vždy nutná komunikace po internetu. Pokud ale potřebujete tradiční IoT řešení, pak lze použít USB Dongl e jako rádiovou gateway a zapojit jej například do Raspberry Pi, nebo jakéhokoliv počítače s internetovou konektivitou. Do Raspberry Pi stačí doinstalovat softwarový balíček „BigClown Gateway“ a rádiové zprávy se budou obousměrně předávat po MQTT (publisher/subscriber protokol pro asynchronní doručování zpráv). Díky MQTT lze potom jednoduše integrovat další nástroje, jako je Grafana pro vizualizaci naměřených dat, Blynk pro ovládání modulů přes mobilní aplikaci, MQTT Dash a další. V grafickém rozhraní Node-RED běžícím na Raspberry Pi si pak můžete jednoduše pomocí grafických bloků a jejich propojením nastavit pravidla chování „pokud se stane toto, proveď toto“.
e jako rádiovou gateway a zapojit jej například do Raspberry Pi, nebo jakéhokoliv počítače s internetovou konektivitou. Do Raspberry Pi stačí doinstalovat softwarový balíček „BigClown Gateway“ a rádiové zprávy se budou obousměrně předávat po MQTT (publisher/subscriber protokol pro asynchronní doručování zpráv). Díky MQTT lze potom jednoduše integrovat další nástroje, jako je Grafana pro vizualizaci naměřených dat, Blynk pro ovládání modulů přes mobilní aplikaci, MQTT Dash a další. V grafickém rozhraní Node-RED běžícím na Raspberry Pi si pak můžete jednoduše pomocí grafických bloků a jejich propojením nastavit pravidla chování „pokud se stane toto, proveď toto“.
Další možností, jak posílat data z Core Module do internetu je použít Sigfox Module. Sigfox je globální rádiová IoT síť (868 / 915 MHz), která je ideální pro posílání dat z bateriově napájených modulů na vzdálenost i více jak 100 km. Už nyní síť pokrývá přes 90 % obyvatel ČR a prakticky celou část západní Evropy. BigClown Sigfox Module je certifikovaný přímo francouzskou organizací Sigfox. Díky službě MySigfox.com od BigClown může Sigfox síť vyzkoušet i zákazník bez uzavření smlouvy s poskytovalem (tím je v ČR firma SimpleCell). V ceně modulu máte předplacenou tříletou konektivitu a také obdržíte tzv. token, pomocí kterého můžete přesměrovat Sigfox pakety ze zařízení do vaší vlastní internetové služby Sigfox pakety ze zařízení do vaší vlastní internetové služby (jako HTTP(s) POST volání s JSON obsahem). Výhoda technologie Sigfox je především v tom, že zařízení dokáže pracovat na alkalické baterie až několik let (dle četnosti vysílání).
Správný produkt také potřebuje kvalitní dokumentaci a technickou podporu. V BigClown dokumentaci naleznete všechny potřebné informace jak začít, detailní popis jednotlivých modulů a ukázkové projekty s kompletně popsaným postupem a zdrojovými soubory. Pokud nechcete, nemusíte ani nic programovat – prostě si nahrajete již zkompilovaný firmware přímo do modulů. Pokud chcete vyvinout vlastní firmware, není to o nic složitější, než programování pro Arduino. Protože jsou moduly od počátku navržené pro bate riový provoz, bylo třeba vyvinout nové vlastní low- -power SDK v programovacím jazyce C. Velkou výhodou je to, že SDK a jeho plánovač řeší uspávání procesoru zcela automaticky, takže není třeba se zabývat uspáváním senzorů, periferií a rádia. Jednotlivé senzory v jednom modulu mezi sebou používají komunikační sběrnici I2C, ale díky abstrakci v SDK to ani vývojář aplikace nepotřebuje vědět. To samé platí o rádiové komunikaci a uspávání procesoru – o vše se postará plánovač. Díky použití I2C zůstává mnoho volných GPIO pinů pro vaše vlastní periferie. Každý ze senzorů a rozšiřujících modulů má svou podporu v SDK – stačí ho jednou funkcí inicializovat a nadefinovat vlastní uživatelskou funkci, tzv. callback, pro notifikaci událostí z daného prvku (jedná se o tzv. event-driven programování). Plánovač poté zajišťuje uspávání zařízení a v pravidelných intervalech například měří teplotu a naměřenou hodnotu předá vaší uživatelské funkci formou události. Zde může být voláním funkce hodnota hned přeposlána rádiem do gateway (USB Dongle) a z něj na váš telefon.
Výroba celého hardware a nákup komponent pro výrobu probíhá v České republice. Moduly obsahují moderní a kvalitní součástky přímo navržené pro low-power provoz. I proto na moduly dáváme 10letou záruku.
Pro BigClown ekosystém neustále vyvíjíme další moduly. Mezi novinky patří Cloony SoM (System on Module), což je zmenšená verze Core Module, který snadno zapájíte do svého vlastního zákaznického zařízení. BigClown ekosystém je vhodný pro rychlé prototypování zařízení. Rádi se pobavíme o vašem prototypu složeného z modulů a pomůžeme s optimalizací designu na jednu desku a do mechanické zástavby. Kromě zakázkového vývoje jsme schopni zajistit nákup komponent, výrobu i finální oživení výrobku.
Martin Hubáček, martin.hubacek@hardwario.com
Aplikací pájecí pasty o speciálním složení lze zlepšit výtěžnost produkce při současné úspoře času a snížených nákladech
Nordson EFD, společnost skupiny Nordson (Nasdaq: NDSN), která je předním světovým výrobcem systémů pro přesné dávkování kapalin, nyní nově nabízí dávkovací pastu SolderPlus® o speciálním složení, která zvyšuje spolehlivost spojů, a to u čipů radiofrekvenční identifikace (RFID), chytrých karet s dvojím rozhraním (DI) a u biometrických pasů.
Uvedené aplikace vyžadují elektricky vodivé připevnění antény k čipu. Pro připevňování těchto komponent, používají výrobci často epoxydové pryskyřice plněné stříbrem. Tento postup však vyžaduje vytvrzení pryskyřice, což může ovlivnit pevnost spoje, zvláště tehdy, není-li ponechána dostatečně dlouhá doba pro dokonalé vytvrzení. U tohoto postupu je pak i na zvážení nízká skladovací teplota v úrovni 0° C (minus 32 °F).
Oproti tomu je postup využívající pájecí pastu společnosti Nordson rychlejší a snazší, protože nevyžaduje žádnou dobu pro vytvrzení spoje. Navíc, pájecí pastu lze skladovat při vyšších teplotách a proto se vyžaduje i kratší doba pro její roztavení.
Zkouška na ohyb, která se často používá pro stanovení životnosti RFID karet, napodobuje případy, kdy je karta ohýbána v peněžence a to tak, aby bylo možné stanovit mez, při které dojde k rozpojení elektricky vodivého spoje.
„Výsledky zkoušky ukazují, že spoj vytvořený s pájecí pastou SolderPlus vydrží více než 20 000 cyklů použití“, říká Philippe Mysson, vedoucí pro rozvoj obchodu – pájecí pasty, společnost Nordson EFD. „To odpovídá asi desetiletému nošení karty v peněžence“. Naopak, epoxidové pryskyřice plněné stříbrem vydrží jen zhruba 1 000 cyklů, neboli šest měsíců“.
Navíc, i z chemického hlediska je pájecí pasta bezpečnější při používání, než pryskyřice plněné stříbrem, které obsahují toxické materiály. A protože pájecí pasta žádné stříbro neobsahuje, je i levnější. „Věříme, že každý z těchto aspektů činí z naší dávkovací pasty EFD SolderPlus o speciálním složení mnohem spolehlivější a nákladově příznivější alternativu k ostatním postupům používaným v oblasti přípravy spojů pro odvětví radiofrekvenční identifikace (RFID)“, pokračuje Philippe Mysson. „Spolehlivost pájených spojů je dvacetinásobně vyšší než stávající standardní spoje. A když k tomu přistoupí i kratší výrobní doba, umožňuje to výrobcům chytrých DI karet a RFID čipů zvýšit kvalitu i spolehlivost jejich výrobků, při současném plnění stále rostoucích požadavků ze strany zákazníků“.
Společnost Nordson EFD vyvíjí a vyrábí systémy přesného dávkování kapalin, jak pro postupy ruční (stolní) montáže, tak i automatizovaných montážních linek. Tím, že je výrobce schopen aplikovat – kdykoliv a na každý díl – vždy přesně stejné množství lepidla, maziva či jiného montážního média, napomáhají EFD dávkovací systémy zvyšovat výkonnost výroby, kvalitu produkce a snižovat výrobní náklady. Další skupinou produktů v odvětví precizního dávkování průmyslových kapalin jsou vysoce kvalitní zásobníky a kartuše pro plnění jednosložkových a dvousložkových materiálů, spolu s širokou škálou příslušenství, spojek a konektorů pro precizní dávkování kapalin v oblasti medicíny, bio farmaceutik i ostatního průmyslu. Společnost je rovněž předním vývojářem receptur speciálních pájecích past pro dávkovací a tiskové aplikace v elektronickém průmyslu.
Skupina Nordson vyvíjí, vyrábí a uvádí na trh nejrůznější výrobky a systémy používané pro dávkování a zpracování lepidel, povlaků, polymerů, tmelů a biologických materiálů, rovněž systémy pro řízení toku kapalin, zkoušení a ověřování kvality výrobků, jejich povrchové úpravy a vytvrzování. Tyto výrobky mají podporu jak v rozsáhlých zkušenostech jejich praktických aplikací, tak i v přímé prodejní a servisní síti po celém světě. Zásobujeme širokou škálu zákazníků v cílových tržních segmentech naší produkcí krátkodobého/jednorázového užití, trvalého použití a rovněž i technologiemi, včetně technologií pro obaly, netkané textilie, elektroniku, medicínu, spotřebiče, energetiku, dopravu, stavebnictví, všeobecnou montáž a finální úpravu výrobků. Společnost, která byla založena v roce 1954 a má svou centrálu ve Westlake, stát Ohio, USA, má své provozní a servisní pobočky ve více než třiceti zemích světa. Navštivte společnost Nordson na internetových stránkách: nordson.com, twitter.com/Nordson_Corp či na facebook.com/nordson.
