Ve společnosti A Components se již pátým rokem zabýváme distribucí a zakázkovou výrobou průmyslových komponentů, dokončovacích a ochranných prvků určených pro výrobní firmy z různých oborů. Díky svému rozsáhlému sortimentu dokážeme nabídnout komponenty širokému spektru zákazníků.
Naší snahou je poskytnout partnerům prvotřídní podporu a servis. Každou poptávkou se detailně zabývá tým zkušených techniků, který hledá nejvhodnější a nejvýhodnější variantu produktu na základě požadavku zákazníka.
Ze standardního sortimentu nabízíme dokončovací prvky, mezi které patří například zátky do jeklu a trubek, ovládací a konstrukční prvky jako jsou madla, páky, kolečka a především nohy, panty a zámky u kterých máme veliký výběr.
Nabízíme také ochranné prvky pro hydraulické hadice a komponenty. Zde máme velké portfolio produktů, jako jsou například ochranné spirály plastové i kovové, textilní a kovové návleky, u kterých dokážeme nabídnout hned několik materiálových a barevných variant, dle požadavku zákazníka. Máme v nabídce ochrany s certifikací MSHA, pro důlní prostředí. Velkou část našeho standardního sortimentu tvoří také široká nabídka zátek a krytek.
Díly nakupujeme od výrobců z evropských zemí. Při výběru dodavatelů striktně požadujeme vysokou kvalitu. V našem stálém sortimentu nabízíme pouze komponenty, které uspěly v interním zkušebním období, stejně tak jako jejich výrobce, který musí vykazovat firemní kulturu, zavedené výrobní standarty a flexibilitu v dodávkách.
V neposlední řadě disponujeme vlastní výrobou, která vznikla na základě častých požadavků našich stávajících i nových zákazníků, kteří mají požadavky na atypické díly, nebo díly, které mají mít odchylky vůči standardním katalogovým dílům. Naše výroba je směřována na plastové a hliníkové materiály.
Disponujeme CNC obráběcími stroji pro třískové obrábění a konvenčními stroji pro doplňkovou výrobu.
Zabýváme se i lisováním plastových součástí na vstřikolisech, a to na našich formách, nebo námi vyvinutých/vyrobených formách, které následně přechází do majetku zákazníka. Vysekáváme také na lisech, plastové a gumové součásti, jako jsou těsnění, podložky a různé tvary z plošného materiálu dle potřeb zákazníka.
Jedním z hlavních cílů společnosti je budovat se zákazníky dlouhodobý, oboustranně výhodný partnerský vztah, který zajistí našemu zákazníkovi jistotu kvalitních komponentů pro svoji výrobu, dodávku v dohodnutých lhůtách a v neposlední řadě vysokou cenovou flexibilitu. Po definování produktu a nastavení smluvního vztahu se zákazníkem, běžně zajišťujeme zásobování „in time“, dle jeho výrobních potřeb.
Pokud nám pošlete Váš požadavek, výkres, náčrt, popis nebo dostupné informace k požadovanému dílu, tým specialistů z A Components Vám rychle a kvalitně odpoví s nabídkou, která bude přímo Vám na míru.

Třískové obrábění plastů | Třískové obrábění hliníku | Vstřikování plastů | Vysekávání/vyřezávání

… nebo je to naopak? Výběr nástroje pro obrábění otvorů je snad ještě citlivější otázkou, než je tomu u jiných obráběcích operací. Vzhledem k tomu, že většina z celého spektra vyráběných dílců zahrnuje otvory nejrůznějších tvarů, velikostí, provedení a kvality, představuje jejich obrábění velký podíl z celkového času výroby a z ekonomického hlediska je tedy úspěšnost takto zaměřených obráběcích operací jedním z klíčových faktorů. Jak tedy postupovat, abychom otvory obráběli s vysokou spolehlivostí a produktivitou a vyvarovali se přitom ztrát?
Zohledňovat finální požadavky na kvalitu obrobení, tolerance, drsnost povrchu a další je logickou a praktickou samozřejmostí u každého případu obrábění. Budeme‑li však porovnávat riziko vzniku prostoje v důsledku poškození nástroje u základních obráběcích operací – soustružení, frézování a vrtání – zjistíme, že u vrtacích nástrojů se jedná až o 1/3 ze všech případů vzniku problémů při obrábění. U frézování je to zhruba 1/4 případů a u soustružení přibližně 1/8. Při vrtání je navíc téměř pravidlem, že při poškození nástroje dojde i k poškození obrobku, a to velmi málo kdy opravitelnému. Je to nasnadě – vrták se vždy pohybuje uvnitř materiálu a vznikajícího otvoru bez jakékoli „bezpečnostní zóny“ volného prostoru, zatímco soustružnické či frézovací operace slouží často k obrábění vnějších tvarů nebo postupné úpravě tvarů vnitřních. Kombinace rizika vzniku prostoje ve využití strojního času a současně také zmetkového kusu, většinou v pokročilém stádiu rozpracovanosti, je tedy u vrtání oproti ostatním obráběcím operacím neúměrně vysoká.
Dalším přesvědčivým faktorem důležitosti dosažení co nejbezpečnějšího a nejproduktivnějšího procesu vrtání je skutečnost, že se tento typ operace provádí jak na soustružených, tak na frézovaných dílcích a jeho četnost je tedy opět oproti zbývajícím operacím velmi významná. Také je třeba zohlednit specifika nasazení vrtacích nástrojů na různých typech obráběcích strojů. Osové vrtání na soustruhu představuje z pohledu nástroje aplikaci stacionární, jejímž limitem mohou být maximální otáčky vřetena stroje. Dodržení správné řezné rychlosti pro moderní vrtáky, a to zejména malých průměrů, může narážet v případě velkých, nepravidelných či nestabilních obrobků na maximum aktuálně možných pracovních otáček vřetena (problémy se stabilitou upnutí, nevyvážeností obrobku, velkými odstředivými silami a gyroskopickými momenty apod.), a naopak u malých a štíhlých obrobků na maximální konstrukční otáčky vřetena konkrétního stroje. Limitujícími faktory tedy mohou být jak obrobek, tak možnosti stroje (nebo jejich kombinace), k čemuž se pojí ještě otázka správné polohy osy nástroje vůči ose vřetena (rovnoběžnost, souosost). Stejný vrták pak můžeme mít v úmyslu použít při obrábění na soustruhu i pro mimoosové vrtání – v případě, že je stroj vybaven přídavnými vřeteny pro naháněné nástroje. I zde je potřeba uvážit aktuální možnosti – jiný rozsah pracovních otáček, zpravidla velmi omezený rozsah upínacích průměrů a také řádově nižší výkon, než u vřetena hlavního. Lze i za takových podmínek zajistit vhodné řezné parametry pro bezpečné a produktivní vrtání stejným nástrojem, nebo bude potřeba jiný?
Velmi odlišná situace, avšak s obdobnými důsledky, nastává při použití vrtáků pro rotační aplikace na frézovacích či ostatních strojích s konfigurací stacionárního obrobku a rotujícího nástroje. Zde musíme vycházet z možností pracovních rozsahů otáček hlavního vřetena a současně potřebného výkonu při konkrétních pracovních otáčkách. U rotačních aplikací má rovněž vysokou důležitost co nejbezpečnější a přiměřeně přesné upnutí vrtacího nástroje, podle jeho provedení a potřeb. Monolitní karbidové vrtáky vyžadují přesné upnutí s minimálním radiálním házením (např. hydraulické upínače, přesná kleštinová sklíčidla, případně tepelné upínače), oproti tomu je u vrtáků destičkových potřeba zajistit pevné upnutí s radiálními prvky proti pootočení či protočení nástroje v upínači (Weldon apod.). Společným požadavkem všech moderních vrtacích nástrojů je pak záležitost vnitřního přívodu chladicí kapaliny, neboť pouze ten zajistí udržení správné tepelné bilance obráběcího procesu a správné utváření a odvod třísek z místa řezu a vznikajícího otvoru.
Je také evidentní, že různé typy vrtacích nástrojů budou také vytvářet otvory různé kvality, a to z hlediska rozměrové přesnosti, drsnosti povrchu, kvality povrchové vrstvy v otvoru či přesnosti jeho polohy na obrobku, přímosti, kolmosti atd. Vrtání je převážně hrubovací operace, avšak podle požadavků na finální otvor může být určitým nástrojem za vhodných podmínek obrábění dosaženo konečných parametrů kvality v rámci jediné operace. Proto je důležité zvolit takový nástroj, který bezpečně zajistí za reálných pracovních podmínek obrobení otvoru, ke kterému se již nebudeme muset vracet, anebo, není‑li to možné, připraví otvor co nejvýhodněji pro následné operace (např. vystružování, závitování, radiální zapichování apod.). Pouze takto nastavená operace s potřebnou produktivitou a bezpečností zajistí vyváženou ekonomickou efektivitu a nízkou nákladovost. Jeden nástroj bude levnější než dva, jedna operace bude kratší než dvě a pokud již budou další nástroj a operace nezbytné, je třeba, aby nedocházelo například k tomu, že vinou nevhodně připraveného základního otvoru (nesprávný či nepravidelný přídavek, špatná poloha na obrobku, (ne)přímost otvoru, zpevněná povrchová vrstva v otvoru, nesprávná hloubka atd.) bude životnost nástroje při následné operaci nízká (zvýšené náklady na nástroj), finální podoba otvoru nebude splňovat požadované parametry (vznik zmetku) nebo dojde k havárii (zničení nástroje, mnohdy i obrobku), spojené s rizikem poškození stroje, vybavení či dokonce zdraví pracovníků obsluhy.
Z výše uvedených skutečností je zřejmé, že není třeba se vrtacích operací obávat, je však důležité zohlednit všechna možná úskalí a připravit podmínky a vybavení tak, aby zajistily bezpečné, spolehlivé, produktivní a ekonomické obrobení každého konkrétního otvoru. S tím samozřejmě souvisí také přesné informace o materiálu obrobku – takové, ze kterých můžeme správně stanovit obrobitelnost konkrétních polotovarů (např. složení materiálu, jeho původ, proces výroby, tepelné zpracování, mechanické vlastnosti, struktura v povrchových vrstvách i v jádře, postup přípravy konkrétního polotovaru apod.). Tyto skutečnosti jsou samozřejmě důležité u veškerých obráběcích operací a nikdy se je nevyplácí podceňovat.
Chceme‑li dosáhnout skutečné rentability vrtacích a následných operací obrábění otvorů, je odpověď na úvodní otázku skutečně cestou od otvoru k vrtáku. Víme totiž, čeho je třeba dosáhnout – s nejvyšší efektivitou a nejmenším úsilím – a přizpůsobíme tedy volbu nástroje aktuálním podmínkám a podřídíme ji kýženému výsledku. Pořízení vlastního nástroje je pouze vyústěním naší snahy „koupit si otvor“, protože ten je centrem našeho zájmu. Vrták je prostředkem, jak toho dosáhnout. Proto je na trhu k dispozici velké množství vrtacích nástrojů – různých konstrukcí, provedení a značek – jimiž se dodavatelé nástrojů snaží pokrýt potřeby nejširší škály aplikací ve výrobních provozech.

Značka Seco je známá svou precizností na poli výzkumu a vývoje nových a inovací osvědčených nástrojových řešení. Proto se zaměřuje i na oblast vrtání, jehož rozsáhlá problematika k tomu přímo vybízí. Podívejme se na dva příklady, které tyto snahy demonstrují. Prvním z nich je inovované provedení osvědčeného destičkového vrtáku řady Perfomax, druhým nový typ monolitního karbidového vrtáku s označením Feedmax –P. Oba nástroje podporují, každý svým způsobem, základní filosofii – vrtání otvorů s vysokou bezpečností, spolehlivostí a produktivitou, což jsou nezbytné předpoklady pro výrobní a ekonomickou efektivitu. Při jejich konstrukci bylo dbáno zejména na zlepšení vlastností stability nástroje a odvodu třísek, které představují nejrizikovější faktory v průběhu vrtacího procesu.
Nové provedení Perfomax vychází z konstrukce léty prověřeného a na trhu úspěšného konceptu vrtáku s vyměnitelnými břitovými destičkami. Současná moderní průmyslová výroba však požaduje ještě vyšší spolehlivost a výkonnost, a proto bylo třeba provedení nástroje inovovat. Zásadní, na první pohled patrnou změnu představuje vzhled nástroje. Jak drážky pro odvod třísek, tak i obvodové části jsou opatřeny vlnitým reliéfem a povrch celého tělesa je pečlivě vyleštěn. Nástroj tak získal i na zajímavosti, ale důvody jsou hlubší – takové provedení totiž zvyšuje bezpečnost a spolehlivost odvodu třísky a pohybu nástroje ve vznikajícím otvoru. Vlnitý reliéf totiž snižuje tření mezi třískou a drážkou nástroje, respektive mezi jeho obvodem a povrchem otvoru. Leštěný povrch také snižuje koeficient tření, a navíc umožňuje vynechat při výrobě fázi povlakování tělesa niklem, což jednak zkracuje výrobní cyklus a také snižuje zdravotní rizika při používání, neboť alergické reakce lidského organismu právě na nikl jsou poměrně časté. Kombinaci zlepšení vlastní stability nástroje a současně odvodu třísek jsou podřízeny i další úpravy, které již tak zjevné nejsou. Jedná se například o tvar drážek v radiálním i axiálním směru, včetně sklonu šroubovice, polohu a provedení lůžek pro břitové destičky, povrchové kalení celé čelní části vrtáku či strojně odhrotované hrany na celém tělese nástroje. Detaily jistě osloví nadšence z oboru konstrukce obráběcích nástrojů, avšak pro běžného uživatele a správného hospodáře ve výrobním provozu vlastně důležité nejsou. Jde o to, aby nástroj správně a spolehlivě fungoval a v konečném efektu produkoval takové otvory, pro něž byl pořízen. V tomto ohledu je inovovaný destičkový vrták Seco Perfomax velmi výhodný i v tom, že možnost jeho osazení různými břitovými destičkami z moderní ucelené řady produktů (včetně provedení Duratomic) a pro obrábění prakticky všech typů zpracovávaných materiálů (např. nový program DS pro vrtání v titanu a superslitinách), umožňuje promítnout jeho unikátní vlastnosti do téměř všech relevantních vrtacích aplikací, které výroba vyžaduje.
Výsledky nasazení nových řezných materiálů a geometrií pro břitové destičky Perfomax ukazuje následující případ vrtání otvorů průměru 42 mm do hloubky 24 mm v tělese ventilu z materiálu 1.4404 (austenitická nerezová ocel 316L).
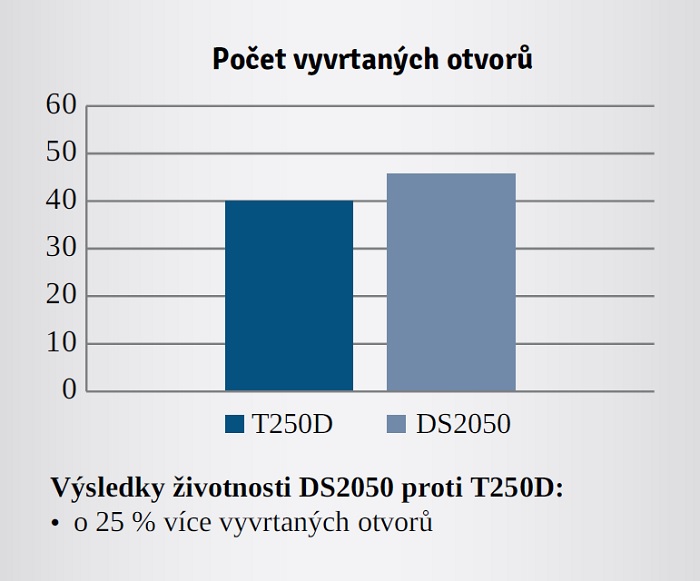
Při stejných parametrech vrtání – řezná rychlost 178 m/min a posuv 0,1 mm/ot – zaznamenala nová kombinace obvodové destičky DS2050– –MP a středové DS4050–MC oproti původní T250D–P1/T400D–C1 zvýšení trvanlivosti břitů o 25 % a navíc se, díky ostřejší geometrii destiček, snížil o 5 % příkon potřebný k provedení vrtací operace, přičemž právě limit příkonu představoval u této aplikace kritérium životnosti nástroje. Možnost přizpůsobení vlastností nástroje pomocí změny břitových destiček se tak příznivě odráží v ekonomice obrábění – jak ve snížení nákladů na nástroj, tak i v úspoře energie.

Druhým nástrojem je monolitní karbidový vrták s označením Feedmax –P. Zde je situace zcela odlišná v tom, že jeho vlastnosti nelze podle potřeby měnit (změna geometrie nebo řezného materiálu břitů pomocí jiných břitových destiček, jako u předešlého typu), a to jak z pohledu výrobce, tak i uživatele. Snahou Seco bylo uvést na trh nástroj, který bude mít velmi vysokou výkonnost a spolehlivost v oblasti materiálů skupiny ISO‑P, konkrétně zejména středně- a vysokolegovaných ocelí. Konstrukční vlastnosti nástroje jsou tedy zaměřeny na dosažení co nejvyšší produktivity při vrtání v těchto materiálech. Prostředkem k tomu je spolehlivý provoz při vysokých řezných rychlostech. Je tedy na místě použití takových prvků, jako jsou optimalizovaná řezná geometrie, úzké vodicí fazetky, větší zpětný kužel, tvar průřezu jádra a průběhu drážek pro odvod třísek, optimalizované kanálky pro vnitřní chlazení a povlakování s vysokou odolností vůči teplotě a otěru v kombinaci s nízkým koeficientem tření. Všechny tyto vlastnosti směřují k tomu, aby bylo možné nástroje v uvedených materiálech za vysokých řezných rychlostí bezpečně provozovat. Věc se zdařila natolik, že v současné době je při porovnání doporučených parametrů pro vrtání v těchto typech materiálů u všech nástrojů na trhu vrták Seco Feedmax –P tím nejrychlejším. Podívejte se na video „Závod na 50 otvorů“ pomocí QR kódu v rámci tohoto článku. Vysoká výkonnost pro určité aplikace je však na druhou stranu pro uživatele limitem pro univerzální využití v materiálech ostatních. Proto nabízí Seco kompletní řadu monolitních karbidových vrtáků Universal, které se standardní výkonností umožní vrtat v celém spektru obráběných materiálů.

Možnosti vysoce produktivního vrtání s nástrojem Feedmax –P výstižně demonstruje následující případ obrábění výkovku cylindru z cementační oceli 16MnCr5 (1.7131) ve výrobním provozu společnosti, která v České republice produkuje součásti pro automobilový průmysl.
V tomto dílci bylo třeba vyvrtat precizní slepý otvor o průměru 6,1 mm a hloubky 34 mm, a to na vertikálním soustruhu s možností vnitřního chlazení olejem. Původní nástroj pracoval při řezné rychlosti 97 m/min a posuvu 0,09 mm/ot. U vrtáku Feedmax - P byla použita řezná rychlost 120 m/min (v daném případě 6 260 ot/min), což bylo maximum, které umožnil stroj v bezpečném a dlouhodobém provozu. Rychlost posuvu byla zvýšena na 0,2 mm/ot a oproti původním hodnotám tedy vzrostla produktivita vrtání o přibližně 50 %. Navíc bylo dosaženo i nárůstu trvanlivosti ostří, a tedy prodloužení životnosti nástroje z původních 5 000 ks na více než dvojnásobek, tj. přes 10 000 ks. Kritériem opotřebení přitom byla velikost otěru na hřbetech břitů, jenž od určité hodnoty způsoboval špatnou kolmost, souosost a kruhovitost vrtaného otvoru po celé jeho délce.
Vrták Feedmax –P také signalizuje vyšší bezpečnost operace v důsledku pravidelnějšího rozložení opotřebení po celé délce břitů. Jak vidno, nový vrták Feedmax –P může zajistit zvýšení výkonnosti vrtacích operací hned v několika ohledech – produktivitě, trvanlivosti i bezpečnosti – současně.

Po 5 183 ks

Po 7 619 ks
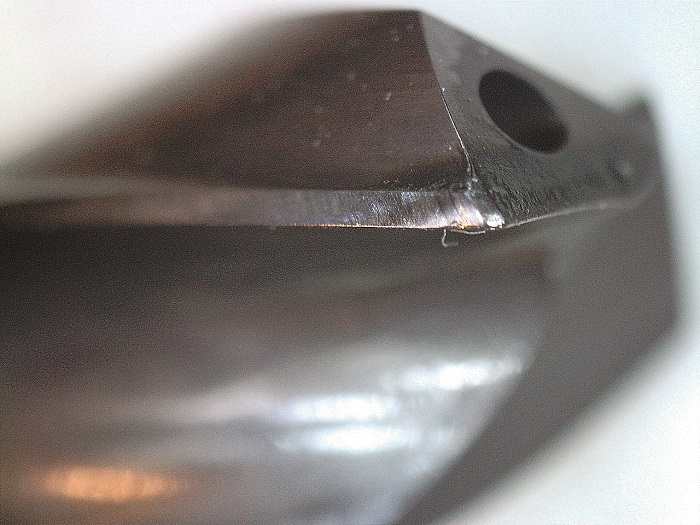
Po 10 900 ks
Na závěr se vraťme ještě jednou k zpět nadpisu. Uvědomíme‑li si všechny skutečnosti v článku uvedené, je zřejmé, že cesta „od otvoru k vrtáku“ je více než opodstatněná. Vždyť naší snahou je zhotovit všechny otvory v požadované kvalitě, včas a v rámci rozumně plánovaných nákladů. To může zajistit pouze zodpovědně zvolený nástroj, provozovaný za správných pracovních parametrů a ve vhodném prostředí a také v materiálu, pro který je určen. Pak se můžete plně soustředit na výsledek a využít všech technických fines, které do konstrukce nástrojů jeho výrobce promítl. Vývoj nástrojů reaguje na stále vyšší diverzifikaci požadavků na obráběcí aplikace, a proto jsou i jejich vlastnosti stále specifičtější. Cenou za to však je omezení všestrannosti jejich využití. Rozhodněte se tedy sami, co je pro vás při obrábění v aktuální situaci i dlouhodobém výhledu prioritou a jaké jsou vaše možnosti. Pouze tak bude mít vaše investice do „koupě otvoru“ správnou návratnost. Je tedy vaše situace zralá pro využití nejmodernějších vrtáků Seco Perfomax či Feedmax –P? Pak je neváhejte nasadit! A pokud ne? Použijte nástroje Seco Universal. Otvor vám napoví, jaký vrták bude nejlepší…
Jan Matějíček, Seco Tools CZ s. r. o.
Olomoucká 178a
627 00 Brno
Tel: +420 530 500 811
Fax:+420 530 500 810
seco.cz@secotools.com
• Výroba v roce 2017 byla nejvyšší za celou historii závodu.
• IVECO BUS se stal absolutním lídrem na trhu autobusů v České i Slovenské republice.
Rok 2017 byl pro společnost Iveco Czech Republic, a. s. úspěšný. Stoupající zájem o meziměstskou řadu Crossway vyráběnou ve Vysokém Mýtě je hlavním důvodem nového výrobního rekordu 4 104 vozů (meziroční nárůst o 5,6 %). Jedná se o vůbec nejvyšší výrobu v celé historii závodu ve Vysokém Mýtě. Přes 92% vozů bylo prodáno do zahraničí, přičemž na prvním místě figuruje Francie, následována Německem, Kazachstánem a Itálií. Právě díky exportu obdržela společnost Iveco Czech Republic druhé místo v kategorii „Nárůst exportu v letech 1993–2016“ mezi firmami s objemem vývozu nad 500 milionů korun ročně.
V loňském roce vzrostl tržní podíl značky IVECO BUS v České republice o 17,8 % na celkových 43 % čímž potvrzuje pozici lídra na trhu autobusů. IVECO BUS se zároveň stal absolutním lídrem v segmentu meziměstských autobusů s tržním podílem 58,4 %, a to díky nejúspěšnější evropské řadě Crossway, která se vyrábí ve Vysokém Mýtě. Kromě toho dosáhla značka IVECO BUS v České republice úspěch i v segmentu městských autobusů, s celkovým tržním podílem 44,16 %; a na trhu minibusů, s tržním podílem 41,6 %. Mezi významné tuzemské odběratele autobusů IVECO BUS v roce 2017 patří například společnosti Arriva a BusLine.

V listopadu byla uzavřena rámcová smlouva s BusLine, na jejímž základě může firma nakoupit až 399 nových vozů, z nichž většina se bude vyrábět ve Vysokém Mýtě.Na Slovensku se v roce 2017 stal IVECO BUS opět jedničkou v počtu registrací autobusů za rok s tržním podílem 48,4 %. Největšími zákazníky byly společnosti SAD Zvolen, SAD Žilina, SAD Trenčín, SAD Dunajská Streda, SAD Lučenec a Arriva.
Produktová řada Crossway se stala jedničkou i ve východoevropském regionu, který zahrnuje 10 zemí – Polsko, Rumunsko, Maďarsko, Estonsko, Litvu, Lotyšsko, Slovinsko, Chorvatsko, Českou republiku a Slovensko –, a to s celkovým tržním podílem v segmentu meziměstských vozů 59,4 %.
Na evropské úrovni si meziměstská řada vozů IVECO BUS ještě více upevnila svou vedoucí pozici, když svůj 42% podíl na trhu z roku 2016 navýšila v minulém roce o dalších 5 %. Loňský rok byl velice úspěšný po všech stránkách, neboť model Crossway Low Entry získal prestižní ocenění v anketě IBC (International Bus & Coach), a zároveň byl ve verzi Natural Power korunován za „2018 Sustainable Bus of the Year“.

Sylvain Blaise, viceprezident IVECO a ředitel IVECO BUS, prohlásil: „Díky svým zkušenostem a dlouhodobě ambiciózní investiční strategii, dosáhla společnost Iveco Czech Republic nejvyšší produkce ve své historii, a dále obohatila své portfolio produktů o nový třínápravový Crossway, verzi Crossway Natural Power, a taktéž o rozšířenou nabídku vozů Evadys. Společnost je odhodlána udržet si svou konkurenceschopnost a výrazně přispívat k růstu národního průmyslu a ekonomiky. Jako vedoucí značka na poli trvalé udržitelnosti, se IVECO BUS výrazně zapojuje do ekologických programů, a v roce 2017 zavedla ve svém výrobním závodě ve Vysokém Mýtě nový trvale udržitelný systém vytápění.“
Abyste mohli precizně a hospodárně brousit velké stavební díly se šířkou nad 800 mm až do oblasti μm, nabízí výrobce brusek Okamoto průmyslové výrobě brusky s dvojitým sloupkem, které odpovídají těmto vysokým požadavkům na přesnost. Na trhu úspěšné typy jsou brusky pro broušení ploch ACC CHNC, jakož i ACC 208 CHiQ. Obě stavební řady jsou vhodné jak pro broušení vodících drah, tak i pro vysoce přesné broušení naplocho. Jsou mimo jiné vybaveny extra velkými kontaktními plochami, inovativními klouzavými vedeními nebo hydrostatickým systémem Non‑Contact pro stabilizaci stolu stroje.
Při broušení stavebních dílů ve velkých dimenzích je v centru pozornosti zvláště stabilita systému, aby mohlo být rovnoměrně přesně broušeno také přes velké brusné oblasti. Proti mechanickým otřesům a vibracím sází Okamoto u konceptů zařízení ACC CHNC, resp. ACC 208 CHiQ na strojní lůžko ze speciálně odlévané minerální litiny. Vysoce přesná, ručně vyškrábaná, jakožto i speciálně potažená klouzavá vedení V‑V, jako i lineární vedení válců pro různé osy jsou garantem velmi dobrých lehkochodných vlastností a lehkochodných postupů činností i při nejvyšším zatížení. Rovnoměrným rozdělením brusných sil je pod čarou dosahováno velké stability celého brusného procesu.
Hydraulický hydrostatický systém Non‑Contact mění a nastavuje plně automaticky v čase milisekund tloušťku olejového filmu stolu stroje a stabilizuje jej tak po celé broušené ploše. Kolísání tloušťky olejového filmu, a tím upínací plochy je tak téměř eliminováno. Tím dosahuje uživatel extrémní přesnosti obrobku.

S brusnou drahou od 2 000 mm do 4 000 mm v podélné ose a příčnou drahou od 1 050 mm do 2 050 mm – podle typu stroje – je ACC CHNC usídlena mimo jiné ve výrobě nástrojů a zařízení, jako i v průmyslové malosériové produkci. Intuitivní ovládání řízení komunikačním softwarem zjednodušuje použití. Jako dodatečné vybavení jsou k dostání například elektro(pernamentně)magnetické upínací desky, papírové pásové filtry s chladicím zařízením, jako i kotoučovým srovnávacím zařízením namontovaným na hlavě vřetena. Thomas Loscher, technický manager u společnosti Okamoto: „Díky pestrým dodatkovým volbám můžeme stroje přizpůsobit optimálně na zvláštní podmínky produkce u výrobce stavebních dílů. To mu poskytuje plánovatelnou jistotu produkce.“
Také brusky s dvojitým nosníkem ze série ACC CHiQ v portálové konstrukci bodují u průmyslu s robustní, na údržbu nenáročnou dlouhou životností, optimalizovanými časy cyklů a velmi dobrými kvalitami povrchů. Příkladem je ACC 208 CHiQ. S ní lze s maximální přesností brousit obrobky široké až 1 metr. Nejmenší jednotka pro zadání při příčném nebo kolmém posuvu obnáší 0,0001 mm. Příčná vedení lze mechanicky nastavit a je možné je kdykoli v případě potřeby seřídit. Přitom se nemusí provádět kompenzace pomocí CNC, což opět přináší výhodu vysoké kvality a rovnosti povrchu.
Uživatelsky koncipovaný software iQ extrémně zjednodušuje zadávání dat pomocí dotykové obrazovky a snižuje dobu seřizování. Takto se například zadáním parametrů brusných kotoučů v závislosti na příslušné aplikaci automaticky vygenerují optimální řezné údaje a orovnávací hodnoty. Thomas Loscher: „Stroje stavební řady ACC CHiQ brousí velmi přesně i v případě velkých stavebních dílů. Tak obnáší naměřené údaje o plochosti 0,8 μm na 900 mm.“
Fotografie: Okamoto Europe
Úspěšný veletrh SPS IPC Drives pokračuje i dalším, již 28. ročníkem. Přední odborný veletrh inteligentní a digitální automatizace představuje celé spektrum průmyslové automatizace, a oslovuje tak návštěvníky i vystavovatele. To dokládá rovněž analýza poslední veletržní události.
Ve výrazné pracovní atmosféře představilo vysoce kvalifikovanému odbornému publiku 1 675 vystavovatelů své produkty, řešení a inovace, a vytvořilo tak nezbytné předpoklady pro úspěšný obchodní rok. Potvrzuje to rovněž paní Renate Pilz, bývalá generální ředitelka společnosti Pilz GmbH & Co. KG: „SPS IPC Drives je pro mě technologickým veletrhem v pravém slova smyslu; veletrhem, kde jsou inovace na prvním místě a kde zaujímají zcela jedinečné místo odborné diskuse s profesionály a zákazníky. Dostáváte se až k jádru technologie, a to představuje velmi cennou výměnu zkušeností.“
Počty návštěvníků a vystavovatelů rovněž dokládají mezinárodní zájem o téma automatizace: Na veletrhu SPS IPC Drives 2017 byli vedle Německa zastoupeni vystavovatelé ze 43 zemí světa. Předními 5 státy ze zahraničních vystavovatelů byly Itálie, Čína, Švýcarsko, Rakousko a USA. Veletrhu se zúčastnilo 70 264 návštěvníků z 83 zemí. Podíl zahraničních návštěvníků vzrostl na 27 procent.
Návštěvníci z řad odborné veřejnosti tak získali jedinečný přehled trhu s aktuálními směry vývoje inteligentních a digitálních automatizačních technologií. Hlavním cílem návštěvníků byly informace o nabídkách, produktových novinkách a trendech a také odpovědi na jejich otázky týkající se automatizace. 98 procent návštěvníků uvedlo, že veletrh SPS IPC Drives dále doporučí svým kolegům a zákazníkům a 94 procent z nich s nejvyšší pravděpodobností navštíví i další ročník veletrhu v roce 2018. Vedle podrobných informací o struktuře vystavovatelů a návštěvníků zahrnuje přiložená analýza veletrhu SPS IPC Drives 2017 také dojmy vystavovatelů a návštěvníků, které si z veletrhu odnesli.
Nadcházející ročník veletrhu SPS IPC Drives se koná ve dnech 27.–29. listopadu 2018 v norimberském veletržním centru. Další informace najdete na adrese sps‑exhibition. com.
Společnost Mesago se sídlem ve Stuttgartu byla založena v roce 1982. Organizuje veletrhy, kongresy a semináře zaměřené na technologie. Patří ke skupině Messe Frankfurt Group. Mesago pracuje na mezinárodní úrovni, nezávisle na výstavišti a se svými 130 zaměstnanci pořádá ročně veletrhy a kongresy pro více než 3 300 vystavovatelů a 110 000 návštěvníků z řad odborné veřejnosti, účastníků kongresů a přednášejících. Jako nositelé ideí, spolupořadatelé a partneři jsou s akcemi společnosti Mesago úzce spojena četná sdružení, vydavatelství, vědecké instituce a univerzity.
Optimální ergonomie je na pracovišti nezbytná. Stroje musí nejen splňovat bezpečnostní požadavky, ale také musí být navrženy tak, aby byla jejich obsluha co nejsnadnější a bez námahy. Ovládací panely na strojích musí být flexibilní a snadno polohovatelné za použití systémů nosných ramen. Aby toto fungovalo stejně pro pracovníky různých výšek, jsou zapotřebí nosná ramena s možností výškového nastavení. Nová nosná ramena s nastavitelnou výškou nyní společnost Rittal uvádí na trh.
Nosná ramena se používají všude tam, kde obslužné ovládací panely vyžadují flexibilní polohování pro ovládání stroje. Aby bylo možné ovládací panel přesně přizpůsobit výšce pracovníka a zvýšit tak ještě více ergonomii, společnost Rittal nyní nabízí výškově nastavitelný nosný profil pro svůj systém nosných ramen CP.
Nový výrobek je k dostání ve dvou verzích s hmotnostním rozsahem zátěže 4–30 kg a 10–60 kg. Hmotnost lze v těchto rozsazích stupňovitě upravit a nastavit tak, aby ovládací panel trvale zůstal v nastavené výšce. Nastavení hmotnosti zůstává stabilní i po delší dobu provozu a není nutné jej znovu upravovat. Důkazem je více než 30 000 zkušebních cyklů provedených akreditovanou laboratoří kvality společnosti Rittal.
Výškově nastavitelný nosný profil lze integrovat do systému nosných ramen bez použití adaptéru. Instaluje se vždy do systému CP 120 ze strany upevnění na stěnu/podlahu. V závislosti na hmotnostní kategorii lze systém CP 120 a CP 60 instalovat na stranu obsluhy stroje nebo redukovat na menší systém.

Nosný profil s možností výškového nastavení pro řadu CP firmy Rittal zajišťuje optimální ergonomii stroje
Systémy nosných ramen CP firmy Rittal poskytují dostatek vnitřního prostoru pro kabely. Kromě toho je snadné do výškově nastavitelného systému vkládat předem sestavené kabely s konektory. Vysoký stupeň krytí (IP 54) znamená spolehlivou ochranu kabelů před okolními vlivy. Stupeň krytí zůstává stejně vysoký i po integraci nosného profilu s možností výškového nastavení. Kabely jsou bezpečně odděleny od pohyblivých částí výškově nastavitelného systému a při pohybu systému tak nedochází k žádnému poškození.
Při vývoji systémů nosných ramen společnost Rittal kladla zvláštní důraz na možnost montáže jednou osobou. Totéž platí i pro nosné rameno s možností výškového nastavení. Hmotnost zátěže a přizpůsobení nosného ramene s možností výškového nastavení lze upravit pomocí snadno přístupného šroubu. I nastavení systému je velmi pohodlné. Příslušné šrouby na kloubech jsou snadno přístupné z vnějšku i po sestavení.
Automobily TATRA se budou montovat v Ázerbájdžánu. Dohodly se na tom automobilka TATRA TRUCKS a ázerbájdžánský podnik GANJA AUTOMOBILE PLANT. Projekt, který pomohla zprostředkovat Evropsko‑Ázerbájdžánská obchodní komora, bude zahájen v průběhu roku 2018, kdy by měly být smontovány v Ázerbájdžánu první desítky vozidel.
O záměru společné výroby tatrovek v Ázerbájdžánu podepsaly TATRA TRUCKS a GANJA AUTOMOBILE PLANT memorandum na půdě Velvyslanectví Ázerbájdžánské republiky v Praze za přítomnosti velvyslance Ázerbájdžánu v ČR J. E. Farida Shafiyeva a předsedy Evropsko‑Ázerbájdžánské obchodní komory Davida Snášela.¨
Velvyslanec Ázerbájdžánu Farid Shafiyeva při té příležitosti uvedl: „Montáž vozidel značky TATRA je významným projektem Česko‑Ázerbájdžánské průmyslové spolupráce. Přispívá nejen k bilaterálním průmyslovým vztahům, ale i k rozvoji ázerbájdžánského průmyslu a jeho diverzifikaci mimo těžební sektor.“ Česká republika pokrývá z Ázerbájdžánu celých 34 procent své spotřeby ropy. Oproti tomu české firmy se v Ázerbájdžánu podílejí zejména na infrastrukturních projektech.
Petr Rusek, předseda představenstva TATRA TRUCKS, sdělil: „Ázerbájdžán je významný partner České republiky v Kavkazském regionu, kde úspěšně realizuje své projekty řada českých průmyslových firem. Pro Tatru je jedním z důležitých vývozních teritorií. V Ganje se můžou vyrábět Tatry nejen pro ázerbájdžánský trh, ale i pro další středoasijské státy.“ TATRA vyvezla do Ázerbájdžánu již celkem 541 vozidel.
David Snášel, předseda Evropsko‑Ázerbájdžánské obchodní komory, dodal: „Pro naši komoru se jedná o referenční projekt, kterého si ceníme o to více, že s Ázerbájdžánem propojil slavnou českou značku TATRA představující rodinné stříbro v rámci českého průmyslu. Komora tím prokázala schopnost významně přispět českým i ázerbájdžánským firmám, aby spolu udělaly dobrý byznys.“
Ázerbájdžán je významným obchodním partnerem České republiky. Dodává do ní 34 procent její spotřeby ropy zajišťující prakticky celý výrobní program rafinérie v Kralupech nad Vltavou. České podniky se v Ázerbájdžánu podílejí na významných infrastrukturních projektech a dodávají průmyslové zboží.
Společnost Moravia Steel se podílí na stavbě železničního koridoru spojujícího Ázerbájdžán s Gruzií a Tureckem po trase Baku–Tbilisi–Kars. Další české společnosti se podílí na výstavbě a modernizaci ázerbájdžánské silniční sítě či výstavbě vodních elektráren. V hlavním městě Baku jezdí v tamní MHD 150 autobusů vyrobených společností Iveco Bus CZ.
GANJA AUTOMOBILE PLANT je výrobní podnik zaměřený na montáž automobilní techniky sídlící v Ganje, druhém největším městě Ázerbájdžánu. Jeho výstavba začala ještě v dobách Sovětského svazu, vzhledem k turbulencím po rozpadu SSSR v něm byla výroba zahájena v roce 2004, už v samostatné Ázerbájdžánské republice.
V podniku se v současnosti montují vozidla MAZ a KAMAZ. Jeho roční výrobní kapacita je zhruba 1 000 nákladních vozidel a 2 000 traktorů.
Akciová společnost TATRA TRUCKS převzala v roce 2013 světoznámou kopřivnickou automobilku, která po změně vlastnické struktury prošla úspěšnou restrukturalizací. Vlastníky společnosti jsou čeští podnikatelů Jaroslav Strnad s podílem 65 procent a René Matera s podílem 35 procent. Kromě standardizovaných modelových řad vyrábí Tatra i speciální nákladní vozidla na míru požadavkům zákazníka. Osmdesát procent produkce automobilky je určeno k exportu. Automobilka TATRA TRUCKS zaměstnává přes 1 300 zaměstnanců a dalších více než 600 pracuje v dceřiném podniku TATRA METALURGIE zaměřeném zejména na slévárenství a kovárenství.
Redakčně kráceno z www.tatra.cz

Společnost Obrábění Hanák s. r. o. rozšířila výrobní kapacitu pro soustruženou výrobu o další CNC obráběcí stroj. Tentokrát se jedná o soustružnický automat CB32M, jehož výrobcem je společnost GOTECH s. r. o. V současné době nabízí soustruženou výrobu na dvaceti strojích, a to jak jednovřetenových, CNC centrech, tak i vícevřetenových automatech. Převážná část produkce je směřována do automobilového a leteckého průmyslu, ale i jiných strojírenských odvětví.
Redakčně upraveno z www.obrabenihanak.cz
Společnost STARTECH spol. s r. o. Říčany u Brna uvedla do provozu dva nové CNC soustruhy Mazak Quick Turn 100MS a Mazak Quick Turn 200MYz produkce špičkového japonského výrobce, firmy Yamazaki Mazak corporation.
Navazuje tak na loňské rozšíření 5osým vertikálním obrábecím centrem MAZAK VARIAXIS i-600.

Společnost STARTECH spol. s r. o. je výhradně česká soukromá strojírenská společnost, která se zabývá přesným obráběním všech běžných i speciálních materiálů pomocí progresivních CNC technologií, přičemž pro výrobu využívá nejmodernější vybavení v oboru.
K jejím produktům pátří teké náročné obráběné díly pro leteckou a kosmickou techniku.
Redakčně upraveno z www.startech-ricany.cz
S rostoucím podílem využití plechových a nerezových dílů a stoupajícími nároky na kvalitu výrobků se rozšiřuje poptávka po strojích pro finální úpravu povrchu. Doposud byli zájemci o tyto technologie odkázáni na poměrně drahý nákup ze zahraničí. Česká firma R W T, s. r. o. z Rychnova nad Kněžnou, známá v Evropě a ve světě svými brousícími stroji, nabízí komplexní řešení odjehlení dílců.

Tyto stroje jsou určeny do provozů zabývajících se výrobou laserových výpalků, výlisků, výstřižků z oceli, nerezu a dalších materiálů. Jsou určeny k odstranění oxidické vrstvy, zaoblování hran, sjednocení povrchu, broušení, leštění rovinných dílů a přípravě pro další zpracování. Mimo laserových výpalků tyto stroje odstraňují ostřiny na výstřižcích a výliscích z vysekávacích lisů, okuje po plasmových řezačkách a všeobecně odstraňují funkční a vzhledové povrchové nedokonalosti a vytvářejí homogenní povrch.
Stroje jsou schopny opracovávat díly dělené veškerými konvenčními technologiemi: laser, plasma, plamen, voda, drát a mechanické dělení. Jedná se o řadu strojů typu STEELLINE s pracovní šířkou 650, 1 100, 1 300 a 1 600 mm. Tyto stroje je možné vybavit několika modulárními pracovními jednotkami a bohatým příslušenstvím. Stroje splňují všechny bezpečnostní a hygienické předpisy zemí EU, což potvrzuje certifikát udělený společností TÜV SÜD CZECH. Stroje byly oceněny zlatou medailí na veletrhu MSV v Brně a FOR INDUSTRY 2014 v Praze.
Mezi hlavní výhody této řady patří především:
• Stavebnicová konstrukce stroje, každý stroj je postaven přesně dle požadavku zákazníka
• Motorické zvedání jednotek B a D s nájezdem na pracovní polohu a nastavení přítlaku jednotek přímo z ovládacího panelu stroje
• Ovládání stroje 7,5" dotykovým panelem s inovovaným řídícím systémem
• Stroje jsou kompletně vybaveny elektrickými komponenty a elektronikou od předního světového výrobce firmy Schneider Electric a Siemens
• Kompaktní rozměry – použití pro více operací v jednom stroji
• Nízké provozní náklady
Mezi novinky pro rok 2018 je nutné zmínit i další inovace a to:
• Výsuvný systém jednotek ROLLON pro pohodlnou výměnu nástrojů s rychloupínacím systémem QUICK. Tento systém umožňuje velice rychlou výměnu pracovních nástrojů při přechodu na jiný typ materiálu, popřípadě jinou aplikaci
• Nový otloukací nástroj pro odstranění okují a strusky po pálení plazmovými stroji
• Výklopný ovládací panel s možností nastavení polohy do boku stroje pro úpravu parametrů během pracovního procesu
• Prosklené boční dveře s možností sledování pracovního procesu
• Reversace dílce zpět na místo obsluhy, vhodná zejména pro nadrozměrné a těžce manipulovatelné dílce
Firma RWT své stroje vyváží do více než 30 zemí světa. Jejím největším zahraničním odběratelem je Japonsko. V červenci 2017 se firma zúčastnila již podruhé mezinárodního strojírenského veletrhu Metal Forming Tokio 2017, kde se jí podařilo uzavřít kontrakty na dodávku strojů s firmami TOYOTA a KOMATSU. V roce 2017 byl také uzavřen kontrakt s firmou ROSSKOSMOS Moskva operující v oblasti leteckého a vesmírného průmyslu.
V letošním roce můžete firmu RWT z Rychnova nad Kněžnou vidět na níže uvedených veletrzích.

{kind=link}