Firma VEEM TRADING, s. r. o., je dodavatelem ochranných systémů pro stroje významného evropského vývojáře a výrobce v oblasti ochranných prvků pro obráběcí stroje se zastoupením v mnoha zemích Evropy a Ameriky.
Na výrobní ploše závodů svojí skupiny, cca 13 000 m2, jsou produkovány precizní kryty pro pojezdové rychlosti do 150 m/min., zrychlení 2G a zárukou min. 2 milionů pracovních zdvihů, při jejichž konstrukci je využito mnoho vlastních patentů.
Představiteli tohoto úspěšného programu jsou skládané krycí měchy pro obráběcí stroje, pro zdvihové stoly a plošiny, roletové kryty, teleskopické ocelové kryty klasických i speciálních konstrukcí, krycí clony proti třískám, stěrače vodicích ploch, dále teleskopické pružiny, vulkanizované krycí měchy v 350 různých provedeních. Součástí nabídky jsou i článkové plastové hadice FLEXO‑LINE pro vedení chladicí kapaliny nebo vzduchu vyznačující se vysokou spolehlivostí, těsností jednotlivých článků a stabilitou v nastavené poloze.
Speciální nabídku tvoří samomazná obložení kluzných drah BIPLAST pro velká zatížení vodicích ploch.

VEEM TRADING, s. r. o.
Dobrovského 4
612 00 Brno
tel.: +420 545 222 322
fax: +420 545 222 701
kontakt@veemtrading.cz
Odlitky pro švédské firmy Rototilt a Dellner Brakes patří mezi nejvýznamnější nové zakázky slévárny společnosti Kovosvit MAS. Export, často velmi sofistikovaných dílců, tvoří většinu produkce slévárny, jež se na celkovém obratu Kovosvitu MAS podílí zhruba z jedné pětiny. Plán výroby pro rok 2017 se firmě téměř podařilo naplnit i přes dlouhodobé velké personální problémy. V příštím roce slévárna plánuje masivní investice, zejména do ekologizace provozu.
„Už v letošním roce jsme provedli za 750 tisíc korun modernizaci řídícího systému výrobní linky. Zaměřili jsme se také na materiálovou vsázku, kdy se nám povedlo snížit náklady při výrobě tekutého kovu. Také se nám povedlo snížit nejakost ve výrobě, kde jsme dosáhli nejlepšího výsledku za posledních deset let. Na příští rok máme naplánované velké investice. Jde zejména o novou lakovnu za 11,5 milionů korun, zaměříme se též na modernizaci odsávání kuplovnových pecí. Obě tyto investice mají velký přesah do ekologie provozu,“ říká Miloslav Růžička, ředitel slévárny Kovosvitu MAS.

Slévárna dodává zhruba 20 % své produkce přímo Kovosvitu, zbytek míří k externím zákazníkům. Třetina na domácí trh, dvě třetiny na export. Mezi nejvýznamnější trhy patří Německo a Švýcarsko. Velkým referenčním klientem je také společnost Mazak ve Velké Británii. Pro největšího výrobce obráběcích strojů na světě je slévárna v Kovosvitu klíčovým dodavatelem komponentů pro výrobu strojů. Odlitky dodává též známým výrobcům zemědělské techniky Claas a John Deer. Velice zajímavou referenční zakázkou byly odlitky pro švýcarského výrobce vzduchotechniky Hidrostal, které posloužily k vyzvednutí vraku lodi Costa Concordia z moře.
„Daří se nám také na švédském trhu, kde dodáváme firmě Electrolux středové náboje do velkých industriálních praček. Ve Švédsku jsme v letošním roce získali dvě nové významné zakázky. Sofistikované odlitky s požadovanou vysokou kvalitou dodáváme firmě Rototilt, což je významný výrobce stavebních strojů. Dalším novým zákazníkem je společnost Dellner Brakes, které dodáváme komponenty pro brzdové systémy velkých zaoceánských lodí. Třetí společností, kterou zmíním, je Saab Dynamics, pro kterou dokončujeme velkou zakázku v hodnotě 40 milionů a jednáme o jejím prodloužení o dva roky za dalších 40 milionů,“ vypočítává Jan Kočvara, obchodní ředitel slévárny.
Produkce ve slévárně stojí na třech pilířích. Menší odlitky se vyrábějí na automatizované lince, druhý a třetí pilíř představují střední a velké odlitky. Na automatizované lince se vyrábí zhruba 40 % produkce slévárny. Odlitky z linky směřují většinou k externím zákazníkům. Zakázková naplněnost výrobní linky je až 100 pracovních dní, což představuje řádově dobu 5 měsíců ve dvousměnném provozu. U středních a těžkých odlitků je zakázková naplněnost obdobná. Silně se zde však projevuje nedostatek zaměstnanců a jejich vysoká fluktuace, s níž se slévárna dlouhodobě potýká.
„Navzdory těmto velkým problémům se nám v letošním roce téměř podaří splnit plán, kdy místo zamýšlených 330 milionů obratu dosáhneme na 320 milionů, což považujeme za malý zázrak,“ říká Miloslav Růžička a dodává: „Problémy s lidmi jsou dlouhodobé. Úplně se rozpadlo střední školství a obor slévárenství v Česku neexistuje. Lidé k nám proto nastupují zejména na nekvalifikované pozice, bohužel téměř nikdo z nich nemá zájem nebo schopnosti k tomu, aby se posunul a stal se například formířem nebo tavičem. Za dva roky bychom ho dokázali vyškolit, bohužel ale v praxi nemáme koho školit,“ tvrdí ředitel slévárny.
I proto plánuje ředitel slévárny další investici, která je ale podmíněna celkovou kondicí firmy i provozu. Rád by zlepšil pracovníkům ve slévárně zázemí a zrekonstruoval jídelnu. Kromě toho bude slévárna v příštím roce prohlubovat spolupráci s podobně zaměřenými podniky, které fungují v rámci skupiny Czechoslovak Group, s níž je Kovosvit majetkově provázán prostřednictvím společnosti INDUSTRY INNOVATION. Konkrétně jde o podniky Tatra Metalurgie a slovenskou společnost ZTS Metalurg z Dubnice nad Váhom. Firmy již spolupracují na úrovni obchodu, kde si předávají zakázky podle toho, která je pro danou firmu nejvíce vhodná. Zároveň si předávají zkušenosti z celého výrobního procesu. Na začátku června 2018 se tyto tři slévárny dokonce společně představí na veletrhu CastForge v německém Stuttgartu.
Redakčně zpracováno z www.kovosvit.cz
Raptor Technologies s. r. o. je dynamicky se rozvíjející firma, která vznikla za účelem stavby kvalitních CNC strojů na obrábění kovů a dalších materiálů.
V současné době má v nabídce laser, plazmu, soustruh a frézku. Všechny stroje v plné míře přizpůsobuje přáním zákazníka tak, aby stroj splňoval požadované parametry a podával správné výkony. Díky tomu vede vlastní vývoj ke zlepšování důležitých součástí strojů.
Společnost podepsala kontrakt na dodávku CNC plazmy s firmou Slavstroj s. r. o. Je to poprvé, co stroj z dílny Raptor Technologies překročí hranice Česka a bude umístěn na východě Slovenské republiky.
Konkrétně se jedná o CNC Raptor Beast 3016R s výjimečnou přesností polohování nástroje (± 0,02 mm), automatickým řízením výšky hořáku a 160 A zdrojem.
Na přání zákazníka byl stroj doplněn o čtvrtou osu pro řezání trubek a vrtací hlavu včetně výměníku nástrojů.

Redakčně upraveno z www.raptor-cnc.com
Na trhu je akutní problém s nedostatkem kvalifikovaných lidí. Proto neustále a urychleně stoupá mzda, která byla ještě nedávno 150 Kč/hod a dnes pohybuje již okolo 350–400 Kč/hod a bude prudce stupat. Za rok‑dva ceny práce mohou vystoupat klidně i na cca 1000 Kč/hod.
Další špatnou zprávou je, že průměrná produktivita práce, například v Německém strojírenství je 5× až 8× vyšší než v České a Slovenské republice a není to tím, že pracují více hodin, mají lepší nástroje nebo stroje. Je to tím, že neztrácejí strojní čas tam, kde my ano, a to ve velkém. Ztrácíme čas manipulací, upínáním, přípravou nástrojů, tvorbou programů. V průměru zde CNC stroj pracuje okolo 30–45 % pracovní doby jinak stojí. Jinak řečeno z každých 10 strojů plynule a stále pracují 3 až 4. Hrozný stav! Jednoduše řečeno výroba závislá na dělníkovi je z podstaty ztrátová. Dělník nějakou dobu pracuje, upíná, přepíná, nastavuje a samozřejmě k tomu je ještě potřeba připočítat čas, kdy nepracuje z různých soukromých důvodu, nebo třeba kvůli zdravotním problémům. Tato ztráta se dá lehce odstranit tím, že investujeme do „chytrých“ moderních technologií, automatizace, a organizace bezobslužného procesu. Západ investuje 50 % do CNC strojů a 50 % do technologií obrábění, nástrojů a robotů. My zde do strojů dáváme tak cca 90 % a divíme se, že potom nemáme zisk.
Celý proces je na Západě velice promyšlený, bezztrátový, plynulý a mnohdy i automatizovaný. Právě i díky těmto metodám Němci opět stáhli strojní výrobu z „levného“ Východu do „drahého“ Německa a Německé výrobky vyrobené v Německu dobývají svět. A toto je hlavní důvod proč investovat do automatizace Zeroclamp a Zerobot u nás.
Nabízíme celistvý modulový systém Zero Clamp a Zerobot, který je ve vrcholné kompletaci bezobslužný systém. Tento systém nemusíte hned celý kupovat, ale můžeme ho aplikovat v první fázi jen na jeden stroj a až následně, postupně rozšiřovat na další stroje. Je to jednoduché, variabilní a účinné jako dětská hra Lego. Celý proces od záměru až po možné maximum probíhá ve dvou etapách.
Upínací disk, velikosti: 90 mm, 120 mm, 138 mm, 190 mm
Systém upínaní s nulovými body
První krok je Zero Clamp a druhý krok je Zerobot:
• Zero Clamp je systém upínání nulovými body, který sám o sobě likviduje ztráty času na upínání obrobku až o 90 % a zároveň je základním krokem pro automatizaci.
• Druhým krokem může (ale nemusí) být Zerobot – robot, který je kompatibilní se systémem Zero clamp. Tímto krokem nadobro odstraníme problém s nedostatkem pracovních sil a rapidně zvýšíme produktivitu práce na nadčasovou úroveň.
• Vysoké investiční náklady a velice nízká míra vytěžení strojní kapacity
• Akutní nedostatek odborného personálu
• Značné a často bezvýsledné výdaje na školení
• Přínosné jen do určité míry – neřeší lidsky faktor, odstávky strojů na upínání atd.
• Ztráta know‑how
• Často nízká nebo kolísající kvalita
• Nutné zabezpečit 100% kontrolu
• Nestabilní dodací termíny
• Nedostatky kapacit a lidí ve výrobě
• Zvýšené a kolísající náklady
• Výkyvy cen
• Dlouhý reprodukční čas
• Střednědobý nárůst cen
• Kolísání měny
• Jazyková bariéra
• Redukuje přípravné a upínací časy až o 90 %
• Prudké navýšení strojních kapacit bez nákupu nových strojů a náboru nových lidi
• Není třeba kvalifikovaně merit polohy obrobku – nižší nároky na úroveň personálu
• Eliminace chyb a zmetků
• Zvyšuje přesnost a kvalitu výroby
• Jedinečné vlastnosti a dlouhá životnost
• Automatizace výroby
• Snížení nároků na počet lidi ve výrobě
• Skoro bezobslužný proces výroby
• Možnost zavedení od 5 ks obrobku v sérii
• Prudké navýšení kapacit bez nákupu nových CNC strojů
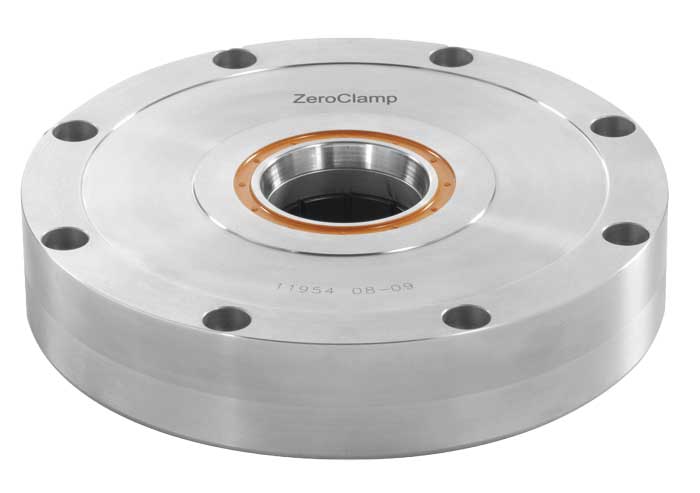
Firma ZERO CLAMP vyvinula patentovaný systém upínání s nulovými body, který je vyroben z nerezové oceli.
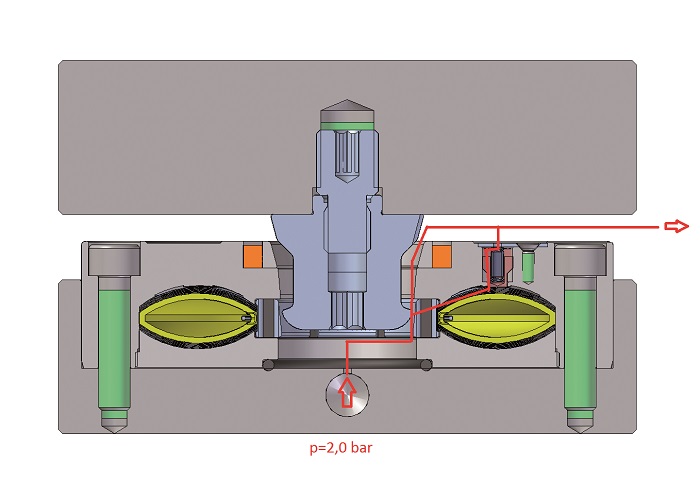
Pro povolení upínacích čepů je potřebný tlak vzduchu 5,5 bar. Velikost upínacích disků je 90 mm až 190 mm. Upínací síla do 60 kN je vyhovující i při těžkém obrábění. Základní deska má nízkou konstrukční výšku od 36 mm a je vyrobená z vysoce pevné a lehké hliníkové slitiny s povrchovou úpravou, která zaručuje jednoduchou manipulaci díky nízké hmotnosti. Upínací systém je možné využít pro:
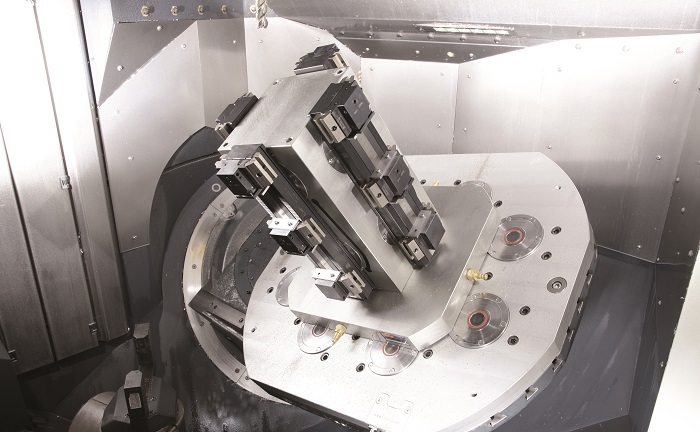
• přímé upínaní na všech typech obráběcích center,
• soustružení – vyvinutá speciální aplikace,
• souřadnicové měřicí stroje,
• elektroerozívní stroje.
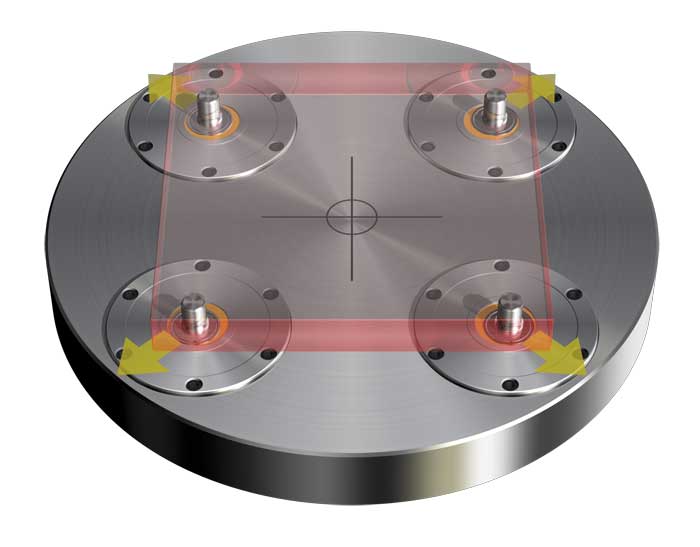
Tepelná symetrie – vždy seřízeno ke středu
Upínací disky s kontrolou upnutí
Systém upínání s nulovými body od firmy Zero Clamp má jedinečné vlastnosti:
• Nejvyšší přesnost principem HSK. Při vtažení upínacího čepu je kónický prstenec upínacího disku lehce rozšířený v elastické oblasti. Tím vzniká vysoce přesné uložení bez vůle a opakovaná přesnost 2,5 μm.
• Je nutný pouze jeden typ upínacího čepu. Logisticky jednoduchá manipulace, protože do existujícího vrtání pro čep musí být našroubován pouze jeden typ čepu. Žádné rozlišování nulových, pohyblivých a volných čepů.
• Termosymetrie. Kompenzace při teplotních vlivech nebo chybách rozteče. Kónusové prstence vyrovnávají chybu vždy ke středu místa upnutí (na otočném stole zůstává například střed palety vždy ve středu osy).
• Žádná samosvornost. V případě havárie může přípravek nebo upínací prostředek povolit a tím, pokud možno zachránit vřeteno stroje. V případě poruchy přívodu energie je například možné prostřednictvím uvolňovacího šroubu přípravek odstranit.
• Žádné vzpříčení. Konstrukčními opatřeními nikdy nenastane vzpříčení čepů. Nekomplikované spojení a odstranění i u šikmé polohy nebo velkého přesahu středu.
• Pneumatický systém s malou konstrukční výškou. Prostřednictvím patentovaného designu pružinového posilovače jsou zajištěny velmi vysoké upínací síly. Již běžný dílenský tlak povolí upínací přípravek.
• Patentovaný design, jednoduchá konstrukce. Pomocí velmi málo a jednoduchých konstrukčních součástí je dosaženo vysoké spolehlivosti. Samotné třísky nemohou funkčnímu principu nijak uškodit.

Zakladač pro Zerobota 100-p a jeho variabilní možnosti uspořadaní komponentů
Co znamená automatizace? Vyrábět díly efektivně, tj. s nejnižším možným počtem zaměstnanců, a spolehlivě. Významně zvýšit provozní časy vřetena v průběhu dne, v noci a o víkendech. Zerobot je kompatibilní se systémem upínaní nulovými body Zero Clamp. Na výběr jsou dva typy robotu a to Zerobot 100-P (prémiový) a 100-V (variabilní). Tyto typy robotů jsou schopné manipulovat s obrobkem, upínacími přípravky a nástroji až do hmotnosti 100 kg.
Je zaručena maximální flexibilita díky mobilním zakladačům, s kterými se snadno manipuluje s použitím paletového vozíku. Protože jsou zakladače kompatibilní s paletovými vozíky, lze je použít v celém procesním řetězci. Například lze zakladače přesouvat z uskladnění a výroby přímo do montáže. K jednomu stroji je možné aplikovat 3 zakladače, které dohromady poskytuju až 7,5 m2 úložného prostoru pro maximální rozmanitost součástí. Maximální velikost komponentu je 600 × 400 mm. Zerobot 100-P je možné integrovat do téměř všech výrobních prostředí s požadovaným prostorem méně než 5 m2. Automatizační systém může být vybaven otočnými dveřmi nebo prostorově úsporným ohrazením, které lze libovolně navrhnout, což zajišťuje vysokou úroveň přístupnosti.

Zerobot 100-P

Zerobot 100-V
Je to ideální řešení pro automatizaci na více strojích. Zerobot 100-V je kompletní systém automatizace, který je kompatibilní s paletovým vozíkem a muže byt rychle přesunut, protože robot a zakladač májí společnou základnu. Zakladač je oboustranný díky čemu je možné zakládat z přední a zadní strany, což nabízí velkorysý skladovací prostor 4 m2. Maximální velikost komponentu 640 × 245 anebo 400 × 320 mm. Otočný oboustranný zakladač, robot, a ochranný plášť jsou postaveny na ploše 1 m × 1,3 m. Automatizovaný systém má integrované ochranné zařízení se stavovým displejem, volitelně s laserovým monitorováním nebo ochranným ohrazením.
Když si spočítáme všechny úspory, které nám přináší automatizace, tak investice do tohoto systému v plném rozsahu se samy zaplatí cca za 1 rok. Tým kvalifikovaných pracovníku firmy Grumant je připraven poradit zákazníkovi nejen s výběrem vhodných prvků pro automatizaci, nebo jiných nástrojů, ale hlavně poskytnout plnou technickou podporu ke všem nabízeným produktům a společně provést výpočty návratnosti.
GRUMANT s. r. o.
Bečovská 1435, Praha 22-Uhříněves,
104 00 Praha 114
tel.: +420 283 870 731
fax: +420 283 870 733
obchod@grumant.cz

Od 1. března 2018 je součástí nabídky společnosti Sandvik Coromant nástroj CoroThread® 266 s přesným přívodem řezné kapaliny z horní i ze spodní strany, který zvyšuje bezpečnost a maximalizuje efektivitu obráběcího procesu. Přidání přívodu řezné kapaliny z horní strany přináší zlepšení utváření třísek, a tím i bezpečnosti obrábění, naproti tomu přívod řezné kapaliny ze spodní strany zajišťuje kontrolu teploty, a tím dosažení dlouhé a předvídatelné životnosti nástrojů. Přesný přívod řezné kapaliny má rovněž pozitivní vliv na kvalitu obrobené plochy, což opět napomáhá k vytvoření vysoce kvalitních závitů.
„U soustružnických závitořezných operací je rozhodující bezpečnost a stabilita obráběcího procesu, která zajistí, že správný závit bude pokaždé obroben hned napoprvé,“ vysvětluje Hampus Olsson, produktový manažer pro oblast soustružení závitů ze společnosti Sandvik Coromant. „To je důvodem, proč koncepce CoroThread 266 využívá vedle přesného přívodu řezné kapaliny patentově chráněné rozhraní iLock mezi nástrojovým držákem a břitovou destičkou, které brání řezným silám v tom, aby způsobovaly mikropohyby břitové destičky v jejím lůžku. Navíc u aplikací, při kterých je nezbytné dlouhé vyložení nástroje, nabízí osvědčený způsob potlačení sklonů ke vzniku vibrací a zajištění přesnosti použití speciálních tlumených adaptérů Silent Tools™.“
Ideální řešení pro soustružení vnějších i vnitřních závitů s bohatým standardním sortimentem závitořezných profilů břitových destiček a speciálně optimalizovaných nástrojových tříd a geometrií pro obrábění všech typů materiálů. Další rozšíření sortimentu profilů závitů umožňuje nabídka zakázkových řešení Tailor Made.
Nabídka rychlovýměnných nástrojových držáků s přesným přívodem řezné kapaliny zahrnuje držáky Coromant Capto® C3, C4, C5 a C6 (pro břitové destičky velikosti 16 mm), jakož i stopkové nástroje QS™ velikosti 20 × 20 a 25 × 25 mm (pro břitové destičky 16 a 22 mm). Při soustružení vnitřních závitů je nejmenší přípustný průměr díry 20 mm (0,790 inch).
Podrobnější informace naleznete na:
https://www.sandvik.coromant.com/cs-cz/products/corothread_266/Pages/default.aspx?Country=cz
Od listopadu 2017 se stala součástí firemní skupiny CHARVÁT AXL, a. s. společnost SBAJ Inmart a. s. Tato společnost je velkým výrobcem hydraulických válců s obrovskou perspektivou dalšího rozvoje. S ohledem na toto rozšíření skupiny se musí i nově definovat úloha a budoucnost společnosti CHARVÁT AXL, a. s.
CHARVÁT AXL, a. s. se doposud vyprofilovala jako výrobce velkých hydraulických válců (průměr pístu od 110 do 450 mm) a leteckých podvozků.
Podíl letecké výroby je však doposud velmi nízký (mezi 10–15 % z celkového obratu). Právě proto se na výrobu leteckých podvozků musí společnost systematicky zaměřovat, rozšiřovat ji, a to i případně na úkor výroby hydraulických válců, kterou může převádět do společnosti v Bardějově. Důvodem pro takové přesuny je pochopitelně i různá struktura nákladů obou společností na straně jedné a různá výše marže u obou typů výroby na straně druhé.
Společnost CHARVÁT AXL, a. s. si v roce 2017 nevedla dobře a jako jediná firma skupiny se v celé její historii dostala do ztráty, protože nestíhá zakázky.
Tato ztráta vedla představenstvo společnosti k velmi rychlému rozhodnutí o výměně vedení.
Novým výrobním ředitelem byl jmenován Ing. Lukáš Novotný, technickým ředitelem zůstává Ing. Jiří Riegr. Za rozvoj letecké výroby a zvyšování jejího podílu na obratu společnosti je zodpovědný Ing. Michal Dolejš. Funkci generálního ředitele nově vykonává Dr. Jiří Charvát.
Redakčně upraveno z www.charvat-axl.cz
● ŠKODA AUTO přejímá větší odpovědnost za vývoj a testování v rámci koncernu Volkswagen
● Dva nové zkušební stavy pro převodovky rozšiřují pracoviště vývoje převodovek v mladoboleslavském Motorovém centru, otevřeném v roce 2014
● Od roku 2011 investovala česká automobilka do kapacit pro vývoj převodovek celkem více než 8 milionů eur
Společnost ŠKODA AUTO na začátku roku v Mladé Boleslavi uvedla do provozu dva nové zkušební stavy pro testování převodovek. Automobilka tak rozšířila své Motorové centrum a dosáhla nového milníku v rozvoji vývojových kapacit v rámci koncernu Volkswagen. Do stavby obou nových zkušebních převodovkových stavů společnost ŠKODA AUTO investovala 5,7 milionů eur, celková investice do oddělení převodovek v Motorovém centru tak činí více než 8 milionů eur. ŠKODA AUTO potvrzuje, coby společnost vyvíjející a vyrábějící motory a převodovky, svou technickou kompetenci v rámci koncernu Volkswagen. V roce 2017 vyrobila česká automobilka 1,16 milionu převodovek.
„S rozšířením Motorového centra získává společnost ŠKODA AUTO vyšší technickou kompetenci a přebírá větší díl odpovědnosti za vývoj v rámci koncernu Volkswagen,“ říká Christian Strube, člen představenstva společnosti ŠKODA AUTO za oblast technického vývoje. „V našem technologickém a vývojovém centru využíváme nejmodernější techniku, abychom dále zvyšovali kvalitu našich sériových vozů,“ dodává Strube. Člen představenstva společnosti ŠKODA AUTO za oblast technického vývoje slavnostně zahájil provoz tohoto vývojového zařízení 9. ledna 2018 spolu s Martinem Hrdličkou, Ph.D., vedoucím vývoje podvozku a agregátu, a Josefem Zmrhalem, místopředsedou Odborů KOVO MB.
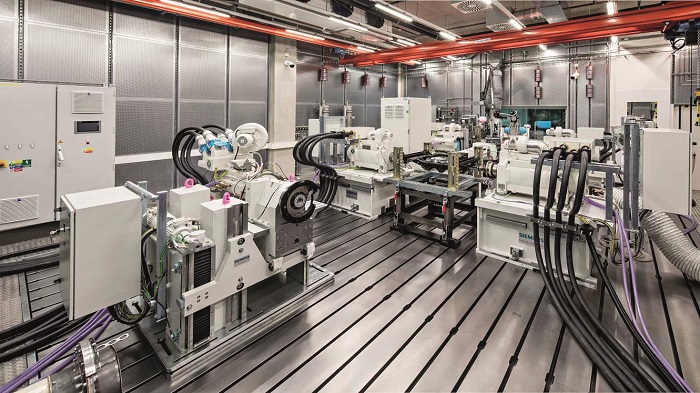
Oba nové zkušební stavy budou v laboratoři převodovek plnit komplexní a náročné vývojové úkoly. Jedno zařízení slouží k akustické analýze a bude využíváno pro funkční testy a zkoušky životnosti převodovek. Na druhém zkušebním stavu budou odborníci provádět zkoušky životnosti celého hnacího ústrojí. Zkušební stavy slouží k vývoji nových agregátů a zajištění kvality aktuálních sériových komponentů.

Již v září 2014 uvedla společnost ŠKODA AUTO v Mladé Boleslavi do provozu vysoce moderní Motorové centrum a výrazně tak rozšířila své technologické a vývojové centrum. Společně s koncernem Volkswagen investovala automobilka zhruba 53 milionů eur – 45 milionů eur do Motorového centra a více než 8 milionů eur do vývoje převodovek. Do tohoto zařízení se nastěhovalo také centrum převodovek, které ŠKODA vybudovala v letech 2011 až 2015 s investicí 2,5 milionu eur. V roce 2015 padlo rozhodnutí o dalším posílení vývoje převodovek, a to investicí ve výši 5,7 milionů eur do nových zkušebních stavů, které byly nyní uvedeny do provozu.

V první fázi, do roku 2015, pracovali v laboratoři převodovek dva pracovníci. S rozšířením na konci roku 2017 vzrostl počet zaměstnanců na sedm a do roku 2020 zde bude pracovat celkem 14 zaměstnanců.
Redakčně zpracováno z www.skoda-auto.cz
Na veletrhu EMO v Hanoveru v roce 2013 byl poprvé představen pojem Industry 4.0. Od té doby jej každý z nás slyšel nesčetněkrát. Kybernetická továrna. Totální automatizace, bezobslužné výrobní buňky, siluety tančících robotů a na konci řetězce hotový, zabalený produkt.
Zatím to zní spíše jako sen. Není tedy Industry 4.0 jen marketingově nadužívaný termín? Jsou nepochybně oblasti průmyslu, kde se stupeň automatizace blíží 100 %. Ve strojírenské výrobě jsou průkopníky zejména firmy z automobilového průmyslu s vysokou sériovostí. S klesající sériovostí je však složitější principy industry 4.0 aplikovat a roste podíl lidské kvalifikované práce. Industry 4.0 však inspiruje, a ve snaze zvýšit konkurenceschopnost na otevřeném světovém trhu se touto cestou vydává stále více firem.
Automatizovat má smysl pouze provozy s konstantní kvalitou výroby. Postprocesní kontrola dílce mimo obráběcí stroj je ekonomická hlavně pro velkosériové a hromadné výroby. Pro flexibilnější provozy s menší sériovostí je daleko vhodnější monitorovat proces a kvalitu ve stroji: pomocí měřících sond. Jsou cenově dostupnější a umožňují okamžitou korekci obrábění. Jejich hlavní nevýhoda, totiž prodloužení výrobního cyklu, se s nástupem vysokorychlostního měření vytrácí. Současné špičkové sondy dokážou měřit se stejnou dynamikou, jakou mají ty nejlepší řezné nástroje. Jsou tak často nejekonomičtějším řešením monitorování všech fází výrobního cyklu: od prvotního zaměření nástroje či identifikaci špatně založeného dílce, přes hlídání opotřebení či lomu nástroje až po finální kontrolu výkresových rozměrů s výstupem do protokolu.
Mikronová měření dutinoměrem BG60
Při pohledu přes okno produktivního obráběcího centra výrobní linky je zřejmé, jak tvrdé jsou požadavky automatizovaných provozů na měřící technologie. Na jedné straně mikronová opakovatelnost, na straně druhé maximální rychlost a dynamika měření při totálním zahlcení chladící emulzi. Takto chápe firma BLUM pojem Industry 4.0. Například standardní řada obrobkových sond TC garantuje špičkovou opakovatelnost 0,3 μm při měřící rychlosti až 3 m/min a použití chladící emulze. Podobnou přesnost a stabilitu vykazují v nepřetržitých provozech i laserové sondy LaseControl NT. BLUM umí ve stroji měřit prakticky všechny výkresové veličiny, od jednotlivých bodů přes skenování kontur až po měření drsnosti. Umí změřit i teplotu zahřátého dílce při obrábění za sucha a následně korigovat dráhu nástroje.

Měření sondou TC50 v chladící emulzi

Skenování kontury zubu pomocí TC64 DIGILOG
Snaha trhu o vyšší stupeň automatizace bude dál tlačit výrobce sond jediným logickým směrem: širší spektrum měřených veličin, ještě lepší rozlišení a ještě vyšší rychlost měření. Firma BLUM je na to připravena a přemýšlí dál o posouvání hranic možného. Budoucnost branže a další inovativní potenciál vidí ve vyhodnocení analogového signálu. Spojitá analogová křivka je nositelem mnohem komplexnější informace o měřené veličině, než jednotlivé naměřené body. Příkladem je LC50 DIGILOG. Revoluční laserová sonda, která byla představena na EMO Hannover v loňském roce a získala zlatou medaili za inovaci. Díky vyhodnocení analogového signálu je až o 60 % rychlejší a nabízí novou dimenzi přesnosti a spolehlivosti měření nástroje v obráběcím centru.

Kontrola nástroje laserem LC50 DIGILOG
Společnost Schwanog se propracovala na vedoucí pozici na trhu jako přední výrobce systémů profilových nástrojů s výměnnými destičkami. Při výrobě výměnných destiček jsou specifické kontury zadané zákazníkem vybrušovány nebo erodovány do polotovarů destiček. Pro tyto účely využívá společnost Schwanog dvanáct technologických systémů, které zahrnují pracovní postupy od zapichování přes frézování vícehranů na soustruhu a virblování závitů až po tvarové vrtání a veškeré aplikace k obrábění soustružených a frézovaných součástí.
Zatímco různé systémy nabízejí vždy jeden účel použití, obvykle s požadavkem „zapichování místo kopírovacího soustružení“, společnost Schwanog v posledních letech stále více vyvíjí také kombinované nástroje, které představují kombinaci různých nástrojů k různým účelům použití.
To podle vedoucího odbytu společnosti Schwanog Petera Schöningera přesně odpovídá našemu slibu: „Schwanog. Záruka snížení nákladů!“, který nás denně motivuje k vyvíjení nových řešení zvyšujících produktivitu práce.
U kombinovaných nástrojů záleží především na nápadech a technickém know‑how, abychom kromě systémových snížení nákladů na každý obrobek dosáhli také dalších snížení nákladů.
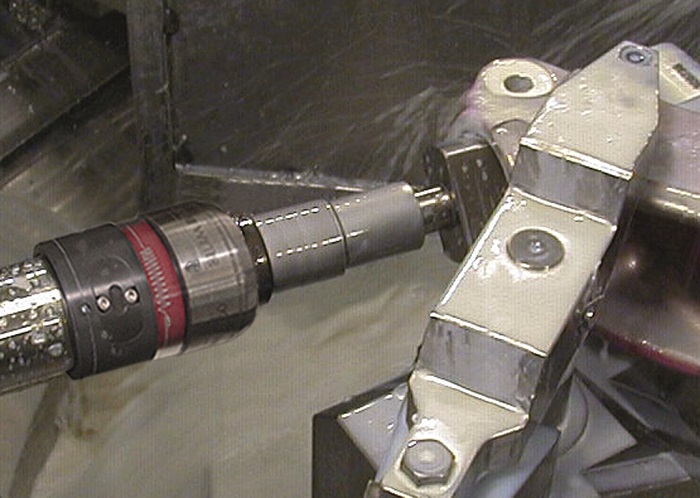
Aktuálním příkladem v souvislosti s tímto je projekt multinástroje, u něhož šlo o to, docílit u již velmi dobře optimalizovaného obrobku ještě výraznějšího snížení nákladů na kus, abychom tím pro jednoho z našich zákazníků zajistili sériovou zakázku.
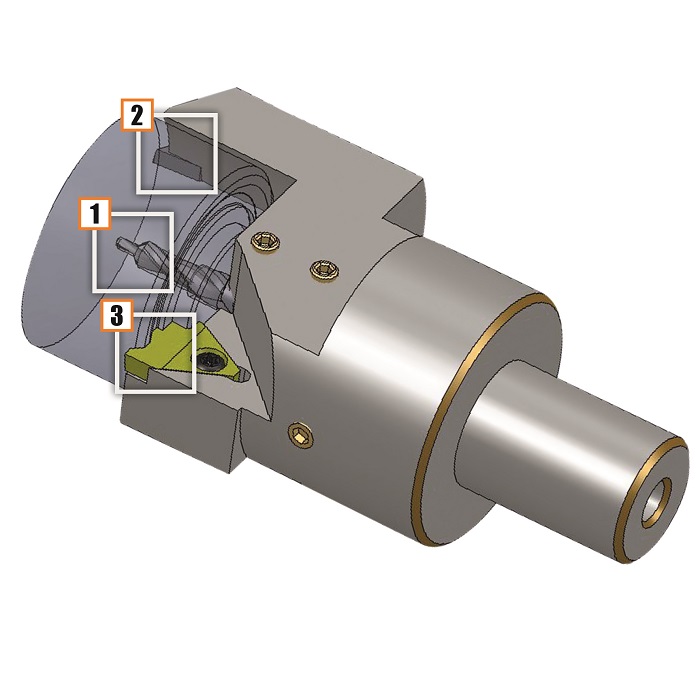
Za tímto účelem vyvinuli technici a konstruktéři společnosti Schwanog speciální nástroj, který v sobě spojuje tři pracovní kroky:
1. celotvrdokovový spirálový vrták Schwanog,
2. osoustružovací destička Schwanog,
3. zapichování pomocí PWP destičky Schwanog.
Pro tohoto zákazníka, kterého z důvodu ochrany osobních údajů nesmíme jmenovat, znamená současný vývoj v tomto objemu zakázek neočekávanou úsporu nákladů při maximální spolehlivosti výrobního procesu:
• významné dvouciferné snížení nákladů na obrobek,
• absolutní spolehlivost výrobního procesu,
• odpadá nutnost výměny nástrojů,
• snížené nároky na zkoušení.
Peter Schöninger, který je odpovědný za globální prodej společnosti Schwanog, tyto skutečnosti shrnul takto:
„Díky této naší významné zkušenosti a každodenní přímé přítomnosti členů našeho prodejního týmu na trhu jsme schopni vytvářet inovativní řešení s obrovským potenciálem úspory nákladů. Těchto cílů dosahujeme díky kombinaci našich systémových kompetencí a odvahy přicházet s neobvyklými nápady.“
Pro zákazníky, kteří chtějí nebo jsou nuceni optimalizovat své náklady, je nejjednodušší cestou kontaktovat společnost Schwanog přímo, popř. nepřímo zasláním výkresu obrobku prostřednictvím internetové stránky výrobce.
Příklad použití nástrojů k různým účelům
Úspěch společnosti Schwanog je založen na maximální technologické úrovni výroby a optimalizaci celkového procesního řetězce. Díky tomu je totiž možné zkrátit dodací lhůty řešení zhotovovaných individuálně podle výkresů zákazníka tak, že jsou jejich výhody v porovnání se standardními nástroji naprosto zřejmé. 100 000 dosud vyrobených nástrojů podle výkresů zákazníka je výsledkem obrovských zkušeností a vysoké produktivity práce.
Schwanog celkem nabízí ve 13 produktových oblastech vysoce efektivní řešení pro každý účel použití:
• vnější zapichování,
• vnější zapichování na strojích s taktovacím stolem,
• vnitřní zapichování,
• vnitřní soustružení,
• tvarové vrtání s výměnnými destičkami,
• tvarové vrtání se spirálovými celotvrdokovovými vrtáky,
• kalibrování,
• skiving,
• frézování vícehranů na soustruhu,
• vrubové ozubení,
• vnější virblování,
• vnitřní virblování,
• systém Selector.
Základní součástí všech aplikačních řešení je systém profilových nástrojů Schwanog, který sestává vždy z jednoho držáku Schwanog a z výměnných nástrojových destiček. Z tohoto polotovaru se podle individuálních požadavků vybrušují a erodují specifické obrysy.
Společnost Schwanog kromě svého sídla v Německu v Obereschachu vyrábí své produkty také ve vlastních výrobních závodech ve Francii, USA a Číně.
Dipl.-Ing. Ludvík Sochor, technický poradce a prodej
