Průmyslová divize společnosti Medicom a. s. se věnuje laserovým technologiím již čtvrt století. První svařovací laser řady AWW určené ke svařování plastových dílů byl vyroben v roce 2009 a od té doby trvale stoupá počet aplikací využívajících toto zařízení. Článek mapuje některé důležité aspekty této technologie z pohledu výrobce laserů a systémového integrátora v jednom.
Svařovací laser nachází obvykle uplatnění ve fázi kompletace a montáže výrobku, kdy vzniká nový zpětně nerozebíratelný celek. Laser může být umístěn prakticky ve kterékoliv části výrobní linky, což jej činí velmi flexibilním zařízením.
Laser jako nástroj pro svařování se používá všude tam, kde je technologický požadavek na vysoce pevný spoj splňující i další kritéria jako je např. přesnost, hermetická těsnost variabilně kombinovaná s otevřeným pevnostním svárem či lokální teplotní namáhání výrobku bez rizika poškození okolních citlivých komponent. To jsou parametry, které alternativní technologie jako je svařování ultrazvukové, třením nebo infrapaprsky nemohou komplexně poskytnout.
Podmínkou vhodnosti použití laserové technologie je správná volba typu svařovaných materiálů a jejich uspořádání.

Schematické uspořádání umístění laseru a plastového dílu při transmisním svařování
Při laserovém svařování plastů se téměř výhradně používá technologie transmisního svařování, kdy svařované díly jsou přitisknuty na sebe. Z pohledu laseru svazek prochází horním dílem, který by se měl vyznačovat nízkou odrazivostí a absorpcí na vlnové délce použitého laseru. Naopak při dopadu na spodní díl musí dojít k maximálnímu pohlcení energie laseru a tím i následnému zahřátí místa kontaktu obou dílů. Z tohoto důvodu se do materiálu absorpčního dílu naopak přidávají pigmenty nebo jiné látky zvyšující absorpci. Typická barevná kombinace laserem svařovaných dílů je průhledný, bílý či barevný plast průchozího dílu a černý absorpční díl. Jelikož se pro svařování nejčastěji používají infračervené lasery o vlnové délce 808 až 980 nm, lze úspěšně svařit i zdánlivě okem neprůhledné plasty splňující podmínku, že krycí díl má pro vlnovou délku použitého laseru nízkou absorpci.
Druhá zásadní podmínka pro úspěšné svaření dvou dílů je mechanické uspořádání a s tím spojená konstrukce svařovacího přípravku. V praxi platí, že dosáhnout kvalitního sváru lze pouze u sestavy, kdy obě části mají v místě sváru kvalitní a intenzivní kontakt. U dílů zasunutých jeden do druhého se toho dá docílit poměrně jednoduše vzájemným přesahem vnitřního a vnějšího rozměru – to bývá obvykle dostatečnou garancí úspěšného procesu svařování. Ostatní díly, které se nedají jednoduše přitlačit jeden k druhému například použitím ocelové masky, se mohou „slisovat“ pomocí speciální přítlačné skleněné desky. V tomto uspořádání svazek svařovacího laseru prochází nejprve přes tuto desku a pak přes transmisní plast. I toto řešení má svá úskalí spočívající například v riziku poškození přítlačné desky, nicméně řada aplikací nemá jiné řešení. Konstrukce zakládacího přípravku je tak prakticky samostatná disciplína. V současné době se počet přípravků instalovaných v zařízením AWW blíží stovce.
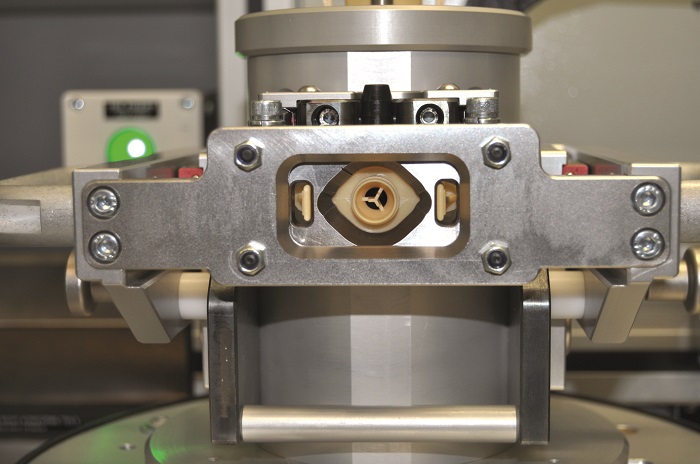
Přípravek pro svařování žlutého a černého POM dílu. Přítlak se realizuje pomocí ocelové masky vedené po vnějším obvodu sváru.
Každý plast má jiný bod tání, absorpci a řadu dalších vlastností, s nimiž jsou spojené optimální podmínky pro svaření. K dosažení klíčového parametru – konstantní pracovní teploty po celou dobu procesu se používá technologie měření teploty v místě sváru navázaná na regulaci výkonu laseru. Procesní svařovací hlavy používané v laserech MediCom mají z tohoto důvodu integrovaný pyrometr, který měří teplotu v ose svazku. Kromě vytvoření technologických podmínek tento monitoring přináší i řadu dalších výhod jako je možnost odhalení vnitřní nehomogenity materiálu, kontrolu změny tloušťky stěny dílu, odhalení nečistot na povrchu nebo mezi svařovanými díly. Toto vše se projeví v monitorovaných parametrech laseru. Svařovací lasery Medicom mají implementovány funkce umožňující vyhodnocení sváru podle stanovených kritérií a následně díly vyřadit jako potenciálně neshodné. Vzhledem k neustále se stupňujícím nárokům na kvalitu dodávaných komponent jsou takové funkce stále více žádané.
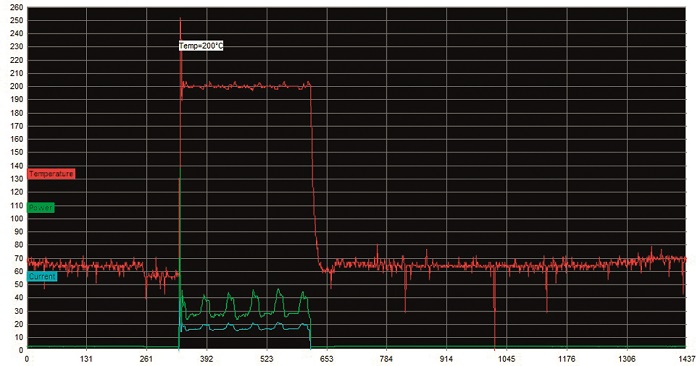
Graf z monitorovacího programu LasMonAWW Laser pracuje na konstantní regulované teplotě 200 °C (červená křivka). Měnící se výkon laseru (zelená křivka) koresponduje s proměnnou tloušťkou transparentního dílu.
Ing. Michal Horáček