Na veletrhu EMO v Hanoveru v roce 2013 byl poprvé představen pojem Industry 4.0. Od té doby jej každý z nás slyšel nesčetněkrát. Kybernetická továrna. Totální automatizace, bezobslužné výrobní buňky, siluety tančících robotů a na konci řetězce hotový, zabalený produkt.
Zatím to zní spíše jako sen. Není tedy Industry 4.0 jen marketingově nadužívaný termín? Jsou nepochybně oblasti průmyslu, kde se stupeň automatizace blíží 100 %. Ve strojírenské výrobě jsou průkopníky zejména firmy z automobilového průmyslu s vysokou sériovostí. S klesající sériovostí je však složitější principy industry 4.0 aplikovat a roste podíl lidské kvalifikované práce. Industry 4.0 však inspiruje, a ve snaze zvýšit konkurenceschopnost na otevřeném světovém trhu se touto cestou vydává stále více firem.
Automatizovat má smysl pouze provozy s konstantní kvalitou výroby. Postprocesní kontrola dílce mimo obráběcí stroj je ekonomická hlavně pro velkosériové a hromadné výroby. Pro flexibilnější provozy s menší sériovostí je daleko vhodnější monitorovat proces a kvalitu ve stroji: pomocí měřících sond. Jsou cenově dostupnější a umožňují okamžitou korekci obrábění. Jejich hlavní nevýhoda, totiž prodloužení výrobního cyklu, se s nástupem vysokorychlostního měření vytrácí. Současné špičkové sondy dokážou měřit se stejnou dynamikou, jakou mají ty nejlepší řezné nástroje. Jsou tak často nejekonomičtějším řešením monitorování všech fází výrobního cyklu: od prvotního zaměření nástroje či identifikaci špatně založeného dílce, přes hlídání opotřebení či lomu nástroje až po finální kontrolu výkresových rozměrů s výstupem do protokolu.
Mikronová měření dutinoměrem BG60
Při pohledu přes okno produktivního obráběcího centra výrobní linky je zřejmé, jak tvrdé jsou požadavky automatizovaných provozů na měřící technologie. Na jedné straně mikronová opakovatelnost, na straně druhé maximální rychlost a dynamika měření při totálním zahlcení chladící emulzi. Takto chápe firma BLUM pojem Industry 4.0. Například standardní řada obrobkových sond TC garantuje špičkovou opakovatelnost 0,3 μm při měřící rychlosti až 3 m/min a použití chladící emulze. Podobnou přesnost a stabilitu vykazují v nepřetržitých provozech i laserové sondy LaseControl NT. BLUM umí ve stroji měřit prakticky všechny výkresové veličiny, od jednotlivých bodů přes skenování kontur až po měření drsnosti. Umí změřit i teplotu zahřátého dílce při obrábění za sucha a následně korigovat dráhu nástroje.

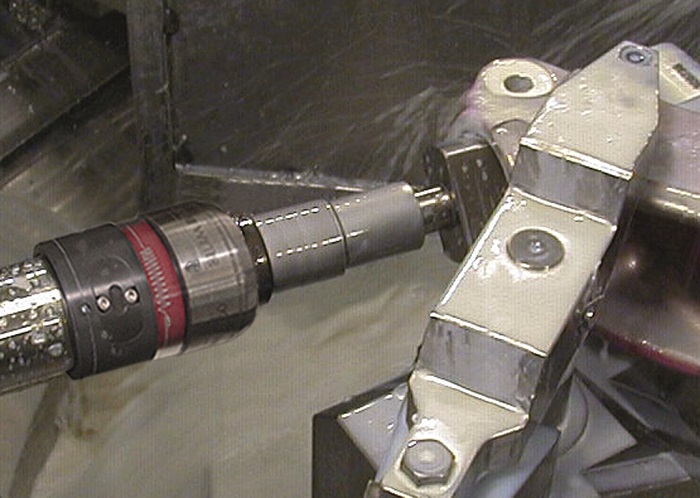
Měření sondou TC50 v chladící emulzi

Skenování kontury zubu pomocí TC64 DIGILOG
Snaha trhu o vyšší stupeň automatizace bude dál tlačit výrobce sond jediným logickým směrem: širší spektrum měřených veličin, ještě lepší rozlišení a ještě vyšší rychlost měření. Firma BLUM je na to připravena a přemýšlí dál o posouvání hranic možného. Budoucnost branže a další inovativní potenciál vidí ve vyhodnocení analogového signálu. Spojitá analogová křivka je nositelem mnohem komplexnější informace o měřené veličině, než jednotlivé naměřené body. Příkladem je LC50 DIGILOG. Revoluční laserová sonda, která byla představena na EMO Hannover v loňském roce a získala zlatou medaili za inovaci. Díky vyhodnocení analogového signálu je až o 60 % rychlejší a nabízí novou dimenzi přesnosti a spolehlivosti měření nástroje v obráběcím centru.

Kontrola nástroje laserem LC50 DIGILOG